
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Etching-assisted femtosecond laser microfabrication*
Project supported by the National Natural Science Foundation of China (Grant No. 51501070).
|
|

Project supported by the National Natural Science Foundation of China (Grant No. 51501070).

Project supported by the National Natural Science Foundation of China (Grant No. 51501070).
† Corresponding author. E-mail:
Project supported by the National Natural Science Foundation of China (Grant No. 51501070).
Although femtosecond laser microfabrication is one of the most promising three-dimensional (3D) fabrication techniques, it could suffer from low fabrication efficiency for structures with high 3D complexities. By using etching as a main assistant technique, the processing can be speeded up and an improved structure surface quality can be provided. However, the assistance of a single technique cannot satisfy the increasing demands of fabrication and integration of highly functional 3D microstructures. Therefore, a multi-technique-based 3D microfabrication method is required. In this paper, we briefly review the recent development on etching-assisted femtosecond laser microfabrication (EAFLM). Various processing approaches have been proposed to further strengthen the flexibilities of the EAFLM. With the use of the multi-technique-based microfabrication method, 3D microstructure arrays can be rapidly defined on planar or curved surfaces with high structure qualities.
With the increase of the demands in the manufacturing of various micro–nano devices, femtosecond laser direct-writing (FsLDW) has attracted significant interest owing to its ability for high-performance three-dimensional (3D) fabrication.[1–14] The non-linear nature of the FsLDW can satisfy the stringent requirements in terms of both high fabrication precision and flexible designability, making it well applicable in optics,[15–17] photochemistry,[18] optoelectronics,[19] nanophotonics,[20] etc. The ultra-high energy of the femtosecond laser pulse enables fine processing of materials through two-photon polymerization or laser ablation.[1] Various materials can be processed by FsLDW, from soft materials[21–23] to various hard substrates.[24,25] The point to point processing of this technique can realize various 3D structure designs, such as meta-surfaces[20] and waveguides.[17] As a complementary fabrication technique of photolithography, FsLDW is mostly targeted on functional complex 3D structures, which exceed the processing ability of photolithography. Many of these functional structures contain hierarchies or arrays, which are very common in biomimetic and optoelectronic devices. In particular, FsLDW is expected to realize complex 3D structures on curved surfaces by point to point scanning throughout the volume.[1] Although the powerful 3D femtosecond laser microfabrication (3D FsLMF) can achieve the above structuring, it is time-consuming for complex 3D micro-nanostructures.
We consider the structure of microlens arrays as an example. Inspired by the structure of insect compound eyes, the microlens arrays possess the extraordinary optical properties of their natural counterparts, such as a large field of view (FOV) and multi-aperture.[26] As an assembly of thousands of ommatidia, the microlens arrays can be regarded as a typical 3D configuration set on a curved surface. In this case, FsLDW is considered the most suitable technique to realize such complex 3D microstructures. However, considering the large number of ommatidia, the fabrication of such structures can last hours owing to the point to point scanning of FsLDW.[26] In order to increase the fabrication efficiency, a series of conventional machining methods assisted by FsLDW have been developed.[24,27–29] For example, chemical etching has already been introduced as an assistant technique, which can effectively improve the efficiency of FsLMF.[24,28] The etching-assisted femtosecond laser microfabrication (EAFLM) can be considered a two-step fabrication process, consisting of laser seeding and etching based on the seeds. In the first step, femtosecond laser ablation forms a pattern of microhole arrays on the substrate by point to point scanning. The high-energy laser pulse significantly modifies these local regions and generates seeds by permanently changing their chemical properties.[30] In the second step, acids or alkali solutions help perform a fast etching of the seed regions. The etching finally shapes the microholes into desired structure profiles and smoothens the structure surface.[24] Although wet etching can help accelerate the fabrication of complex 3D microstructures, it could lead to structure distortion and incompatibility in post device integrations.[30] The fabrication efficiency can be decreased for 3D microfabrications on curved surfaces, e.g., fabrication of compound eyes. This occurs as the scanning over curved surfaces relies on a complex time-consuming 3D stage manipulation of the femtosecond laser focus. In addition, the present EALMF has been limited to a few materials owing to the material selectivity of chemical etching.[28,29] These issues are beyond the capability of any single technique; therefore, a multi-technique solution is needed.
Extensive studies have been performed to overcome the above technical obstacles in 3D FsLMF. With the assistance of etching (either dry or wet), both fabrication efficiency and structure surface quality can be significantly improved. A flexible combination of EAFLM and conventional rapid prototyping methods can realize fast fabrications of complex 3D microstructures on curved surfaces. Targeting on the 3D structures of artificial compound eyes and their analogs (microlens arrays), we systematically introduce the newly developed EAFLM methods, including their fabrication schemes, main setups, key-parameter controls, and preliminary results.
In this section, the main experimental setups of EAFLM are introduced, including a typical 3D FsLMF system, a single-pulse laser seeding system, and a dry-etching system used in the above studies.
Figure
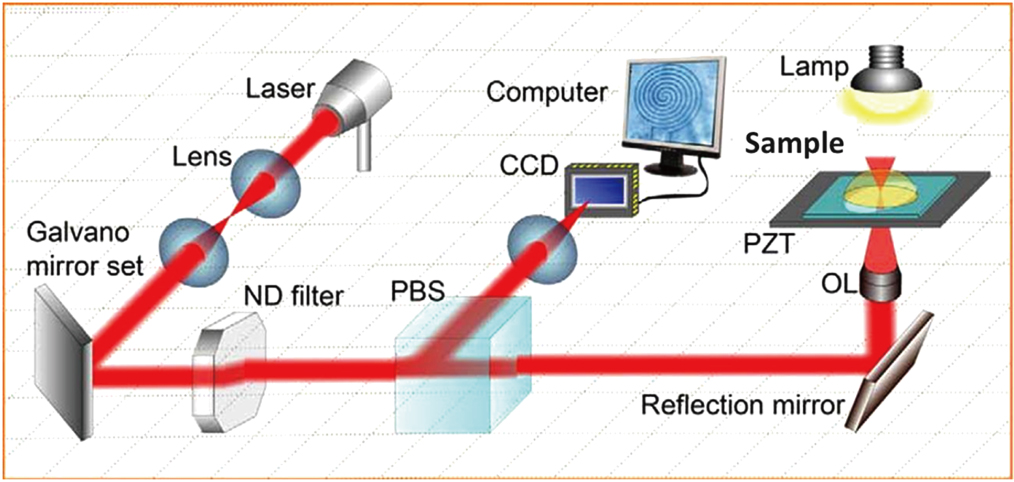
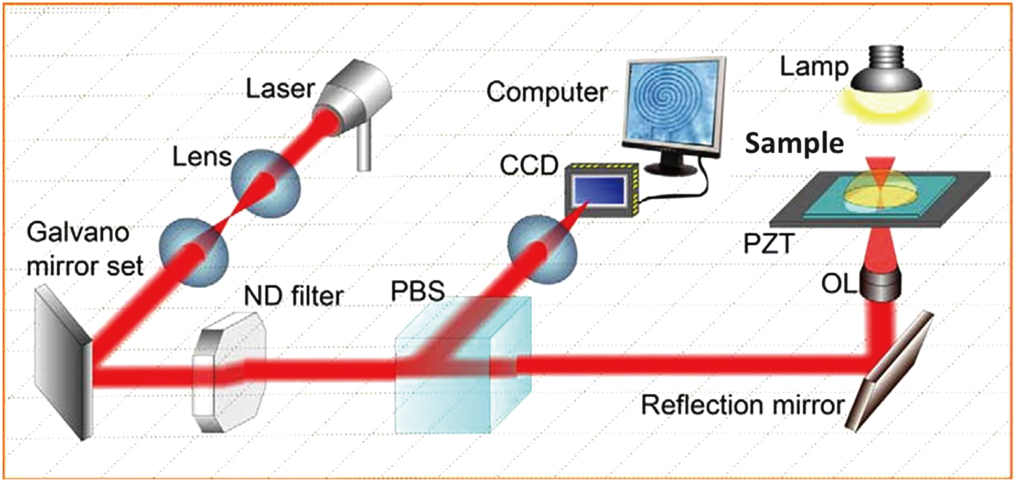 | Fig. 1. (color online) Schematic of the 3D FsLMF system. The core components of the system are the femtosecond laser system and tightly focused high-numerical-aperture-(NA) lens (1.4, oil immersion). Two key controlling factors of the high fabrication precision are the stability of the pulse laser energy output and the scanning accuracy of the focus/sample. A charge-coupled-device (CCD) camera is used as the imaging system for optical modulation and monitoring. In the setup shown in the figure, other optical components are also included such as the polarization beam splitter (PBS), objective lens (OL), and piezoelectric transducer (PZT).[1] |
The single-pulse laser-seeding system uses a spatial light modulator (SLM) to modulate the wavefront of the femtosecond laser beam in the 3D FsLMF system. The modulated wavefront forms a designable wavelet pattern for a multi-wavelet irradiation on the substrate. Such modulation enables a pattern of laser seeds by one single pulse instead of a point by point seeding, which increases the laser-seeding efficiency a lot. The system setup is shown in Fig.
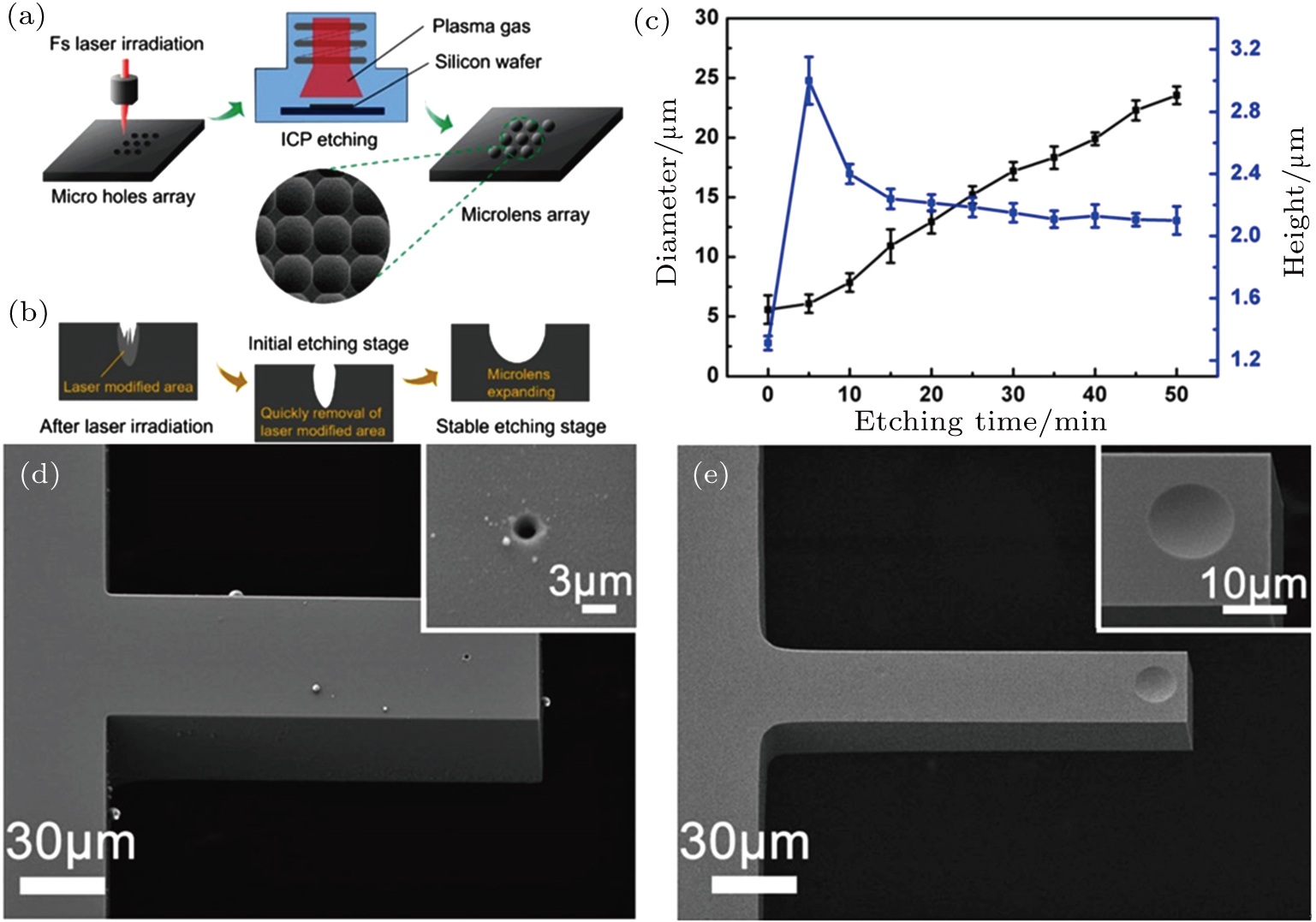
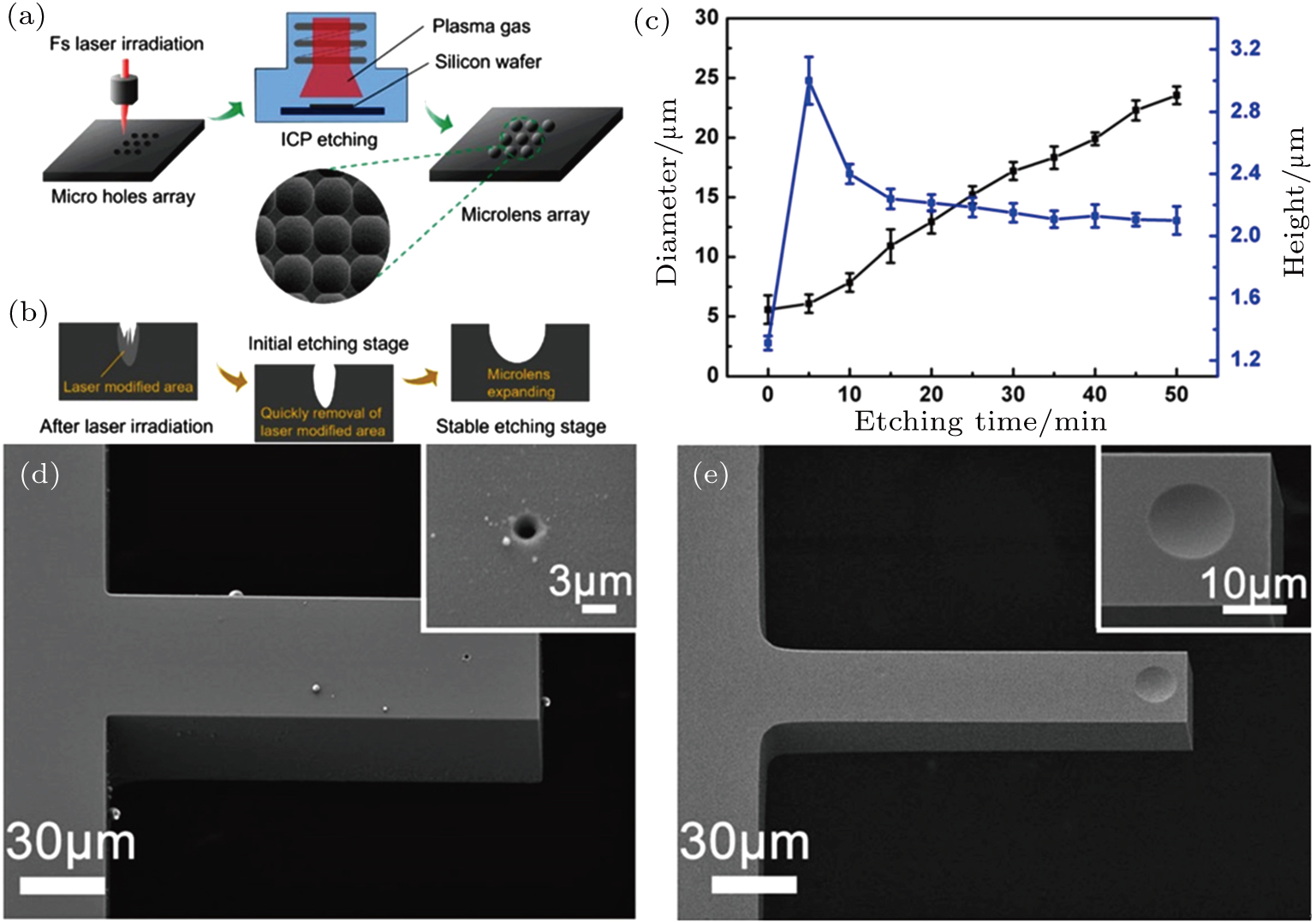 | Fig. 2. (color online) Dry-etching-assisted 3D FsLMF. (a) Schematic of the fabrication process, including a point-by-point laser-seeding and dry-etching as two main steps. (b) Schematic of the profile evolution of a local laser-modified region during the dry etching. (c) Dependences of the diameter and height on the etching time. (d) and (e) High compatibility of the dry-etching-assisted 3D FsLMF: scanning-electron-microscopy (SEM) images of (d) a laser seed (microhole) and (e) concave microlens integrated on a microcantilever; magnified images are shown in the insets.[30] |
The employed dry-etching system is an inductively-coupled-plasma (ICP, ULVAC CE 300I) instrument, illustrated in Fig.
As discussed above, the unique functions of bio-inspired structures depend closely on their complex and fine 3D structure arrangements.[26] Therefore, a high structure quality needs to be ensured when EAFLM is used to fabricate these microstructures, such as microlens arrays. As a typical material-removal process, the femtosecond laser ablation can lead to an intolerable surface roughness when operated with a high laser power. The fierce scattering of particles due to laser bombardment significantly roughens the structure surface, thus degrading the functionality. A possible solution is to reduce the laser power to suppress the laser-ablation-induced surface roughness. Dry-etching is proposed as an alternative assistant technique to fabricate microlens structures based on laser patterning. Compared with the chemical-etching-assisted FsLMF discussed in Section
The fabrication procedure is shown in Fig.
Figure
The functional optical structures of microlens arrays can be well fabricated by EAFLM by means of either wet or dry etching. The fabrication strategy is described as a seeding–etching process. In the previous section, dry etching was used as an alternative assistant method to speed up the prototyping with higher precision and integration compatibility. However, the processing efficiency is still restricted by the point-to-point seeding step, i.e., the femtosecond laser beam needs to be well manipulated to pattern the seeds one by one along the substrate surface. The number of seeds can be large, from several hundreds to thousands, aiming at specific functional structures such as compound eyes. In this case, the 3D fabrication efficiency needs to be further increased by radically changing the laser seeding methodology. SLM is suitable for this scheme as it can modulate the laser wavefront into a pattern of energy-varied wavelets. The number and topology of these wavelets can be pre-arranged according to the specific array structure design. With the assistance of the SLM, a pattern of wavelets can be seeded into the substrate surface with a single-pulse shot. By combining this single-pulse seeding process with wet etching, the fabrication of microlens arrays can be accelerated without any compromise in the fabrication precision.[31]
Figure
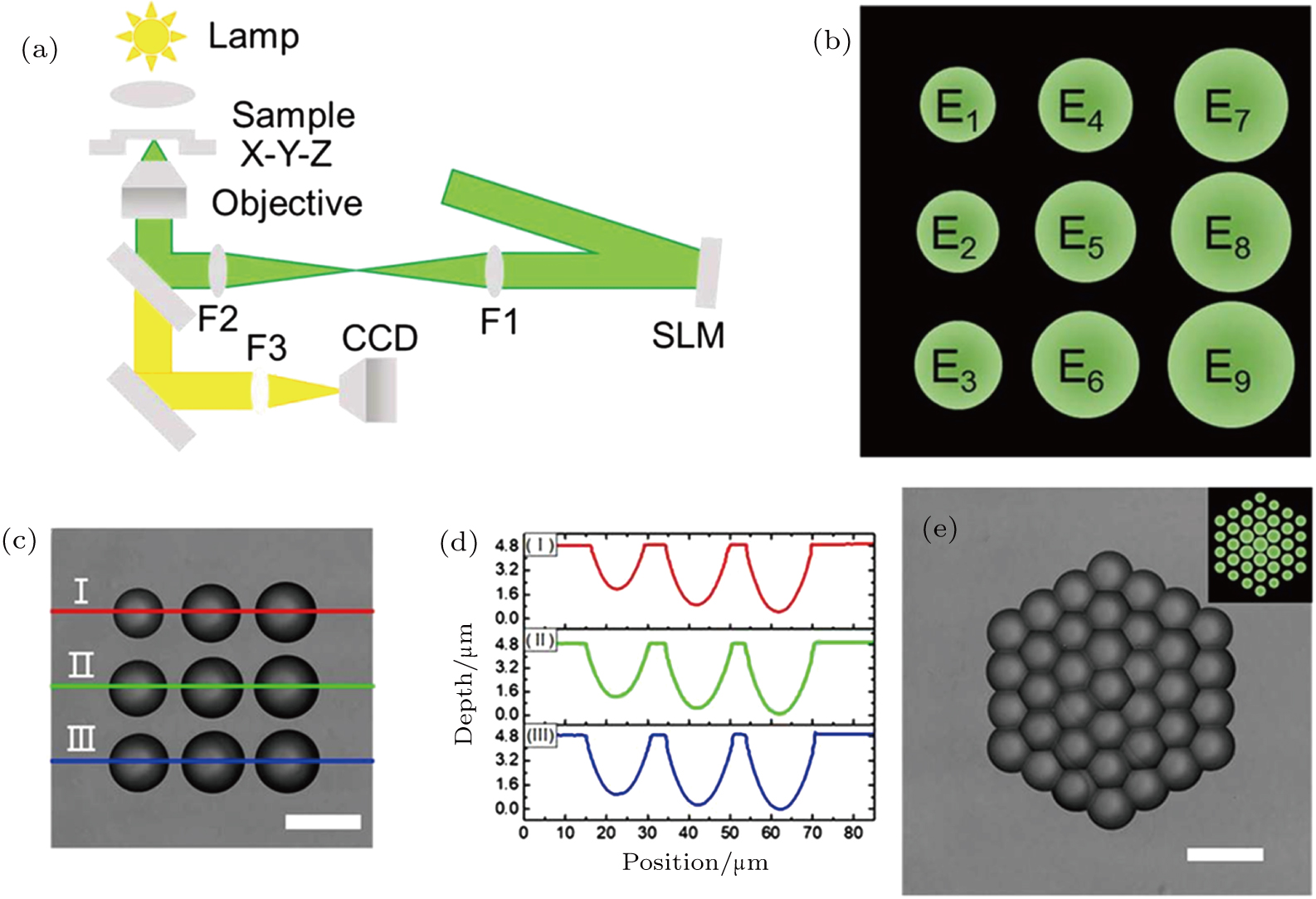
 | Fig. 3. (color online) 3D FsLMF through single-pulse-enabled laser seeding. (a) Schematic of the fabrication system with an SLM to realize single-pulse laser seeding. (b) Schematic of a 3 × 3 seed array obtained from modulated multi-beams with varied powers, where the circle size represents the corresponding power. (c) Confocal microscopic image and (d) AFM cross-section characterizations of a fabricated 3 × 3 concave microlens array. (e) Confocal microscopic image of a hexagonally arranged densely packed concave microlens array; the inset shows its schematic seed pattern.[31] |
Although the flexible EAFLM can realize microlens arrays with high precision and fill factor, there are still some challenges toward the realization of real artificial compound eyes. For example, most of the bio-inspired microstructures fabricated using the EAFLM are obtained by laser seeding and post-etching on planar substrates, while the natural compound eye structure consists of a large number of ommatidia on a curved macroscopic base. The laser writing on curved surfaces requires complex manipulation of the laser focus through a high-precision platform. The stringent setup requirement significantly limits the fabrication efficiency and throughput. In this case, methods such as structure transfer or post-substrate-bending have been proposed to help realize fast fabrications of large-scale (millimeter) microstructures on curved surfaces.[32,33] However, owing to the strain distribution on the curved surfaces, these methods tend to cause unavoidable structure deformations as well as device degradation. Novel strategies aiming at fast 3D microfabrications on curved surfaces or substrates are required.[26,34]
Thermal embossing is a feasible method for a fast fabrication of compound eye structures with soft materials. Figure
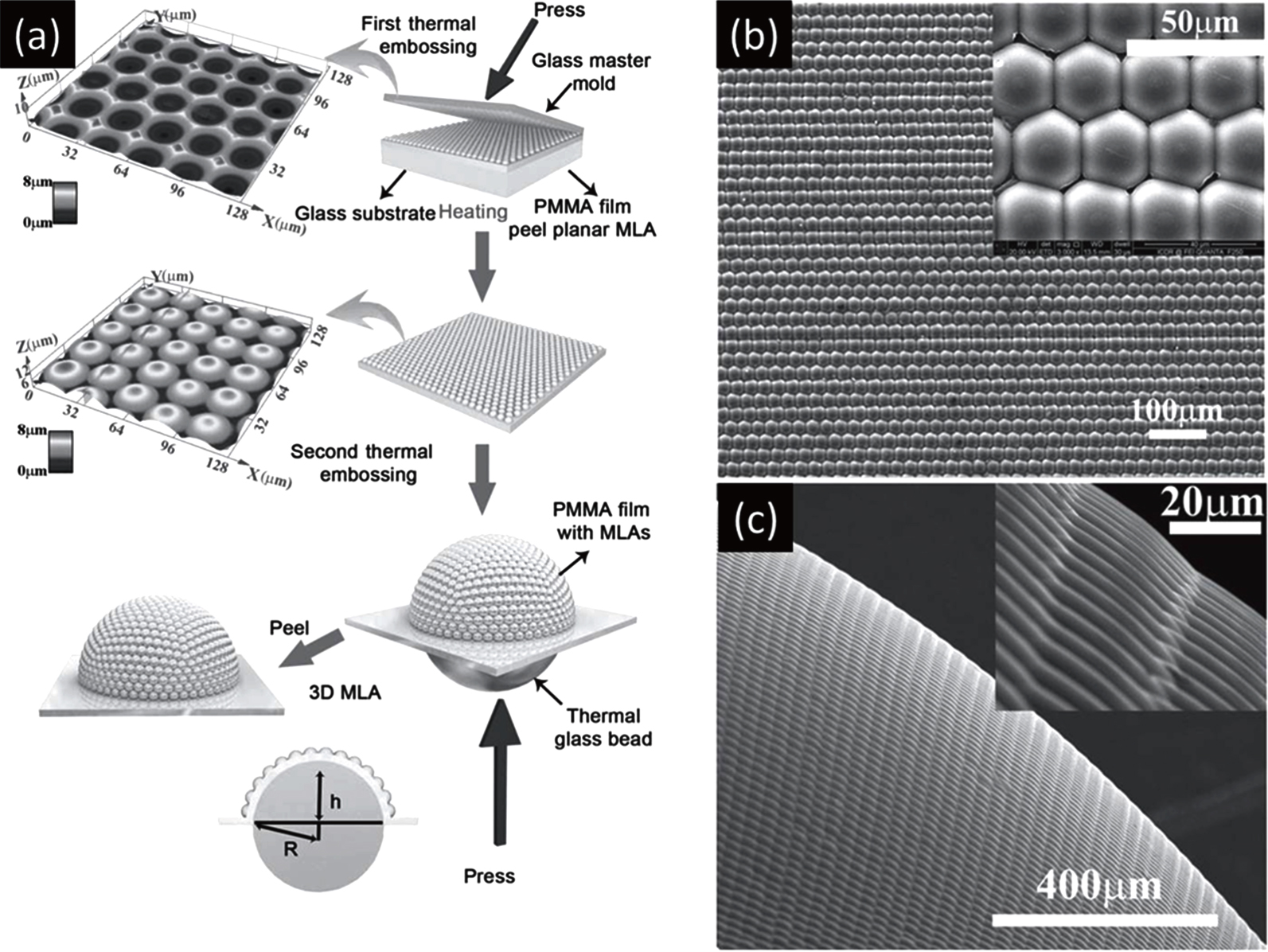
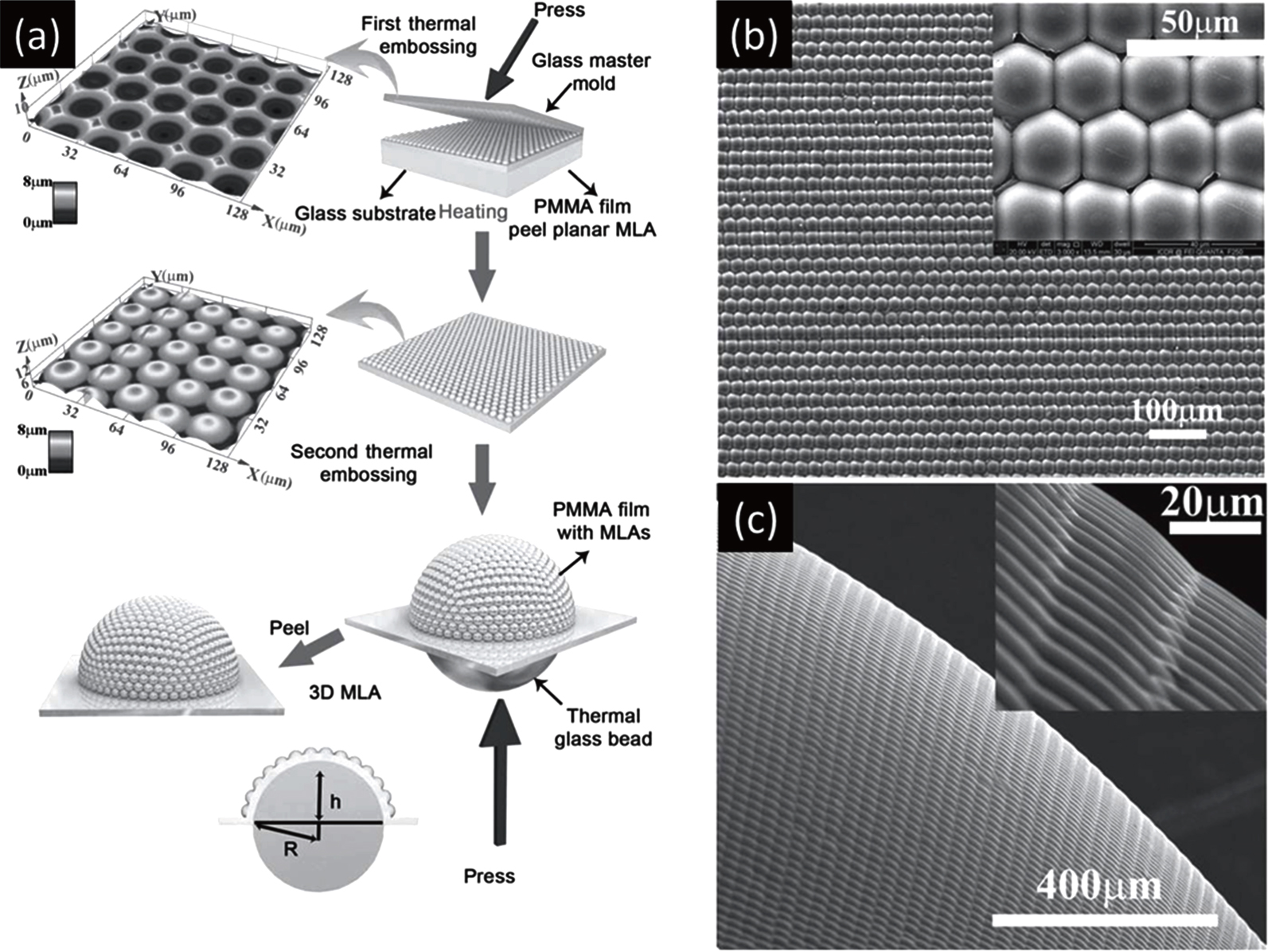 | Fig. 4. Microfabrication of artificial compound eyes through double thermal molding. (a) Schematic of the fabrication process consisting of a combination of FsLMF, chemical etching, and thermal molding. (b) Top-view SEM image of the fabricated compound eyes; the inset shows the densely packed local convex microlenses. (c) Side-view SEM image of the macroscopic profile of the artificial compound eyes; the inset shows the microscopic convex profile of the microlenses.[26] |
Another strategy for fast 3D microfabrications on curved surfaces is to use molding. In this strategy, a mold with concave microlens arrays on its curved inner surface needs to be pre-fabricated by EAFLM. An artificial compound eye structure can be then simply molded with soft materials such as polydimethylsiloxane (PDMS), which acquires the reverse structure of the inner-curved mold. Figures
 | Fig. 5. (color online) Microfabrication of artificial compound eyes through molding. (a)–(d) Schematic of the fabrication process, including (a) point-by-point femtosecond-laser seeding along the crater mold, (b) wet etching of concave microlens arrays, (c) PDMS injection and solidification, and (d) mold peeling off and formation of the compound eye structure. (e) and (f) SEM images of the artificial compound eye structure at a tilting angle of 45°.[34] |
The EAFLM has been advanced by a flexible combination of the core laser direct-writing and etching (as well as other techniques). With the help of etching (wet or dry), the 3D fabrications of complex array structures can be accelerated. The use of dry etching instead of chemical etching can avoid the post-etching effect and provide higher processing precision and integration compatibility. Conventional prototyping approaches (molding and thermal embossing) have also been included in EAFLM, helping realize fast 3D microfabrications on curved surfaces. Optical modulations, such as the single-pulse laser seeding, offer larger opportunities to further increase the fabrication efficiency. Moreover, such modulations advance the laser patterning step of EAFLM and make the array structures highly designable. They are very promising for the next-generation of micro-optic devices; therefore, it is of significance to perform further investigations. We believe that with the progress of the multi-technique-based EAFLM, more functional structures, in addition to compound eyes, can be realized with high structure designability and material-processing ability.
| [1] | |
| [2] | |
| [3] | |
| [4] | |
| [5] | |
| [6] | |
| [7] | |
| [8] | |
| [9] | |
| [10] | |
| [11] | |
| [12] | |
| [13] | |
| [14] | |
| [15] | |
| [16] | |
| [17] | |
| [18] | |
| [19] | |
| [20] | |
| [21] | |
| [22] | |
| [23] | |
| [24] | |
| [25] | |
| [26] | |
| [27] | |
| [28] | |
| [29] | |
| [30] | |
| [31] | |
| [32] | |
| [33] | |
| [34] |