



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Polycrystalline cubic boron nitride prepared with cubic-hexagonal boron nitride under high pressure and high temperature
Cite this Article
Yang Ming, Kou Zi-Li, Liu Teng, Lu Jing-Rui, Liu Fang-Ming, Liu Yin-Juan, Qi Lei, Ding Wei, Gong Hong-Xia, Ni Xiao-Lin, He Duan-Wei. Polycrystalline cubic boron nitride prepared with cubic-hexagonal boron nitride under high pressure and high temperature. Chinese Physics B, 2018, 27(5): 056105 
Permissions
Polycrystalline cubic boron nitride prepared with cubic-hexagonal boron nitride under high pressure and high temperature
† Corresponding author. E-mail:
Abstract
Polycrystalline cubic boron nitride (PcBN) compacts, using the mixture of submicron cubic boron nitride (cBN) powder and hexagonal BN (hBN) powder as starting materials, were sintered at pressures of 6.5–10.0 GPa and temperature of 1750 °C without additives. In this paper, the sintering behavior and mechanical properties of samples were investigated. The XRD patterns of samples reveal that single cubic phase was observed when the sintering pressure exceeded 7.5 GPa and hBN contents ranged from 20 vol.% to 24 vol.%, which is ascribed to like-internal pressure generated at grain-to-grain contact under high pressure. Transmission electron microscopy (TEM) analysis shows that after high pressure and high temperature (HPHT) treatments, the submicron cBN grains abounded with high-density nanotwins and stacking faults, and this contributed to the outstanding mechanical properties of PcBN. The pure bulk PcBN that was obtained at 7.7 GPa/1750 °C possessed the outstanding properties, including a high Vickers hardness (∼61.5 GPa), thermal stability (∼1290 °C in air), and high density (∼3.46 g/cm3).
1. Introduction
Due to its high hardness, high chemical stability, extreme wear, and high thermal conductivity, polycrystalline cubic boron nitride (PcBN) is widely used in various industrial machining fields.[1–3] Traditionally, commercial cBN compacts are produced by sintering cBN powder with the addition of various binders (e.g., Co, Ti),[4,5], which reduces the experimental pressure and temperature requirements, whereas the additives affect the mechanical properties of the sintered PcBN composite,[6] and downgrade the mechanical properties. Therefore, the best way to obtain PcBN with excellent mechanical properties is free from additives, and the perfect additive is the material itself.[7]
In order to address this problem, more sintering methods have recently been adopted. For the sintering of PcBN without additives under HPHT treatment, the following two different methods are usually applied. One is to convert pure hBN to polycrystalline cBN directly without adding any catalysts.[8,9] However, phase transition from hBN to cBN in such a solid-state reaction process always needs high pressure (

Previous studies have shown that samples with submicron grains exhibit excellent mechanical properties.[12,13] The coherent twin boundaries (TBs) and stacking faults also promote properties of sintered samples.[14,15] However, the cBN-forming region and morphology relationship with P–T conditions in the cBN–hBN mixed system have not been studied. In this work, the mixture of commercial submicron cBN and hBN grains was used to sinter PcBN at a relatively low pressure and temperature. Through analyzing the phase, microstructure, Vickers hardness of sintered samples, our results demonstrated that under ultra-high deviatoric stress generated by grain-to-grain contact, original hBN particles fractured to fill pores among cBN grains, and then densified samples. Besides, the reconstructive phase transition from hBN to cBN under HPHT might generate numerous micro defects (e.g., twins and stacking faults) in the crystal. They would significantly improve the mechanical properties of the cBN samples.
2. Experimental procedures
The cBN powder (grain size: 



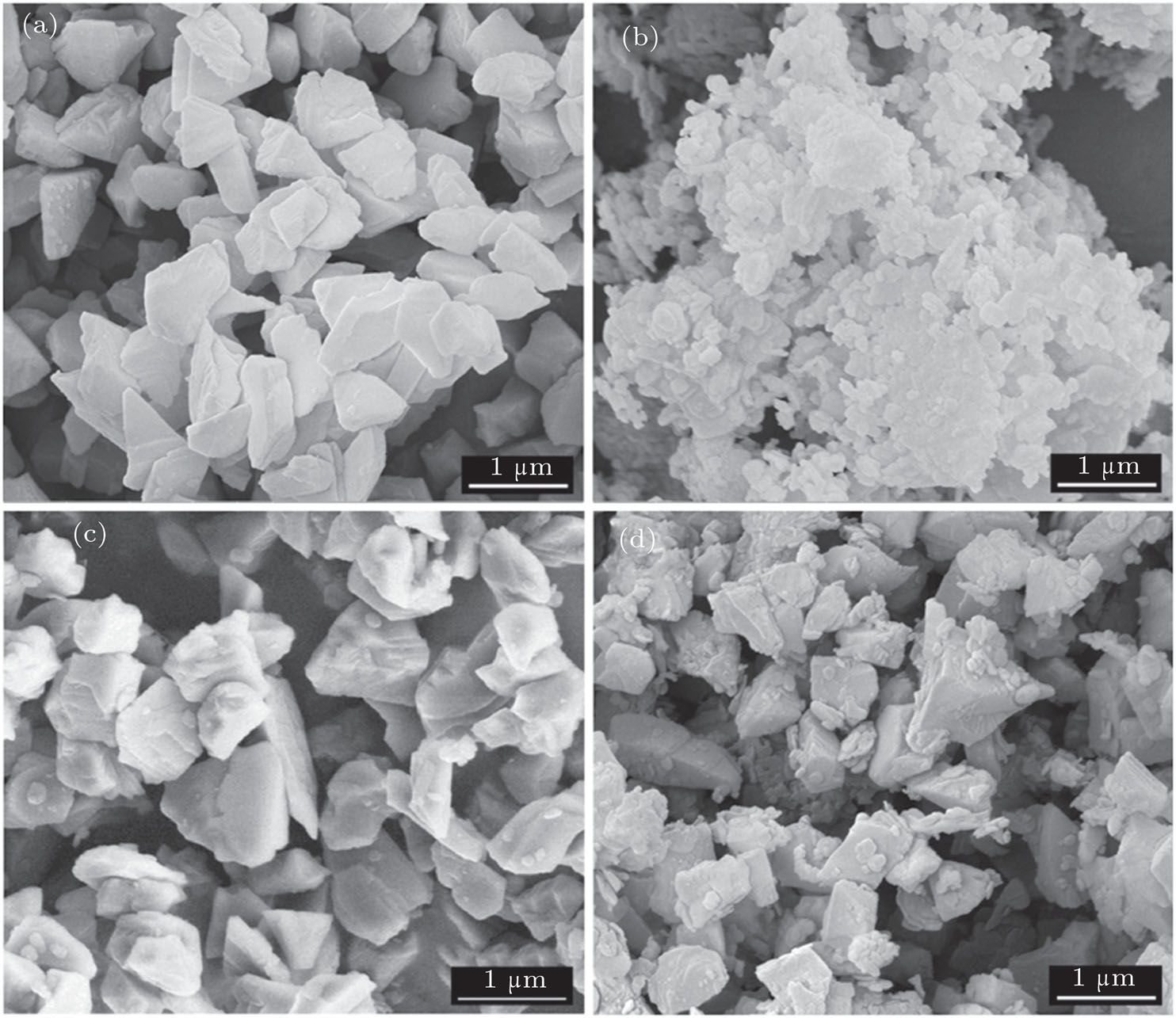
 | Fig. 1. SEM images of the starting materials. (a) Cubic BN powder and (b) hexagonal BN powder. (c) SEM image of mixed starting material. (d) SEM image of the recovered sample after cold compaction (7.5 GPa). |
HPHT experiments were carried out in DS 6×14 MN cubic press and DS 6×8 MN cubic press machine, respectively.[16,17] The cell temperature was measured directly using a W–Re thermocouple, and the pressure was estimated by the well-known pressure-induced phase transition of Bi, ZnTe, ZnS.[18] As shown in Fig. 
To characterize the structural and determinate the phase of materials, x-ray diffraction (XRD) measurements were conducted in a DX-2500 x-ray diffractometer with Cu Kα radiation (λ = 0.15406 nm). The morphology and microstructure of samples were investigated by scanning electron microscopy (SEM Hitachi FE-SEM S4800, Japan) and TEM (JEM-2100F, JEOL, Japan). Oxidation–resistance studies were performed using a Mettler TGA/DSC11600 at 10 °C/min. Hardness values of the polished samples (using a polishing machine with 
3. Results and discussion
3.1. XRD analysis
Figures
 | Fig. 2. (color online) (a) XRD patterns of starting material and samples hBN content of the starting materials (range from 16 vol.% to 28 vol.%) sintered at 7.5 GPa/1750 °C. (b) XRD patterns of starting material and samples (20 vol.%-hBN) sintered at 6.5–10.0 GPa/1750 °C. |
3.2. Microstructure
Figure 


 | Fig. 3. SEM images of fracture surfaces of PcBN samples sintered at various P–T conditions. (a) 6.5 GPa/1750 °C. (b) 7.7 GPa/1750 °C. (c) 9.0 GPa/1750 °C. (d) 10.0 GPa/1750 °C. |
Figure 
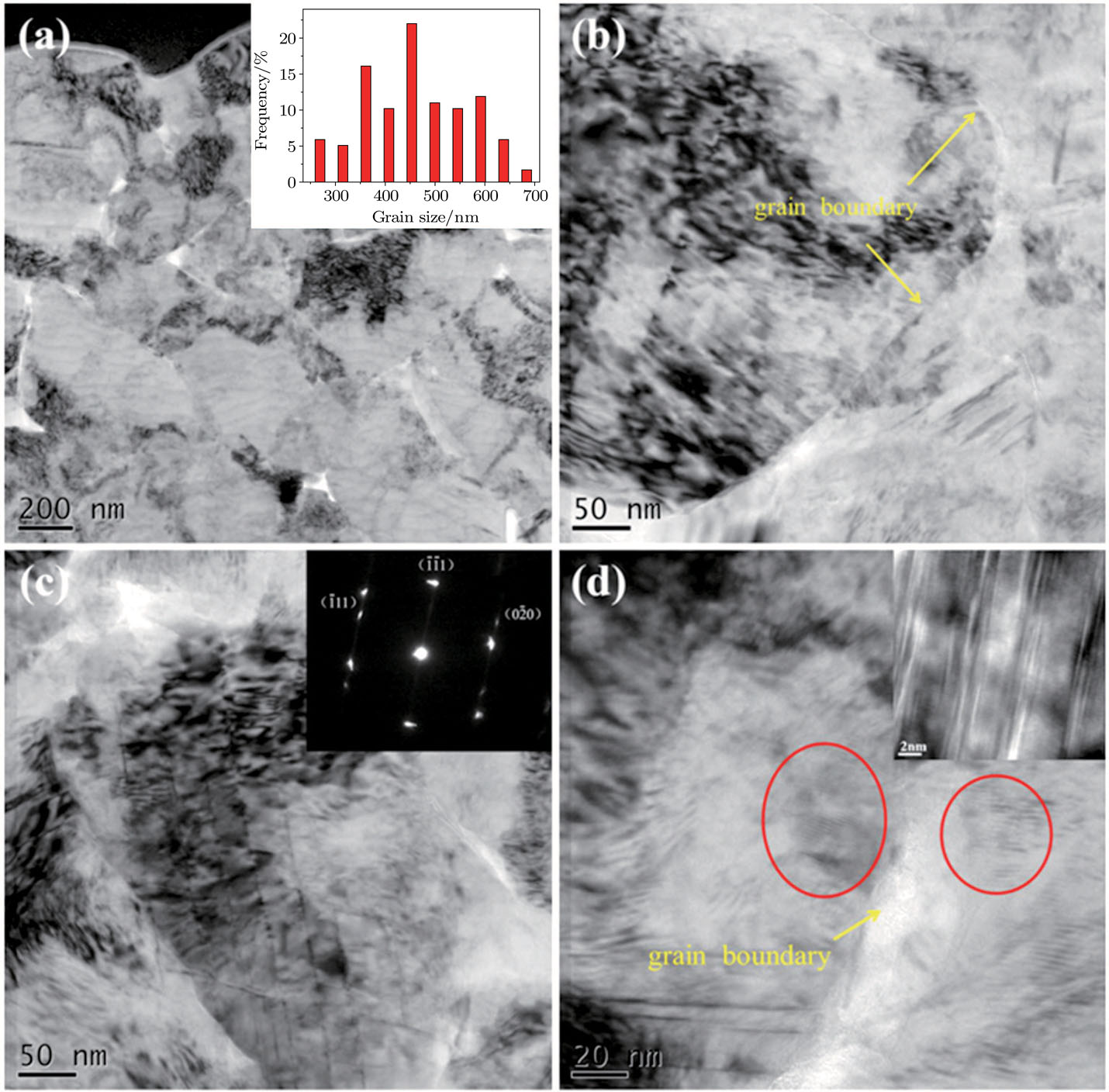 | Fig. 4. (color online) TEM characterization of sample sintered at 7.7 GPa/1750 °C. (a) TEM image of the submicron cBN sample covers several grains. Upper-right inset: size distribution of grains measured from TEM images with an average grain size of ∼450 nm. (b) The grain boundary is observed as a circular arc. (c) TEM image of the interaction of a grain exhibiting numerous nanotwins. Upper-right inset: corresponding selected area electron diffraction pattern. (d) TEM image showing a large number of defects in the pure cBN sample. Upper-right inset: HRTEM image of stacking faults inside a grain. |
Densely spaced twin boundaries and stacking faults (twin thickness: 3.8–10.7 nm) can be observed in grains (Figs.
Figure
3.3. Thermal stability test
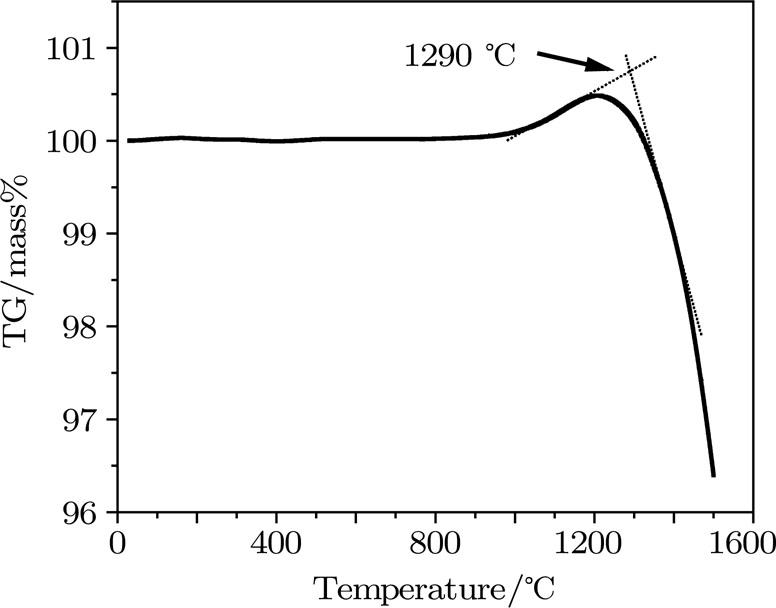
The thermal stability of the sample sintered at 7.7 GPa/1750 °C has been established by thermogravimetric analysis (TG). The temperature in the TG test ranged from 30 °C to 1500 °C at 10 °C/min, as shown in Fig.
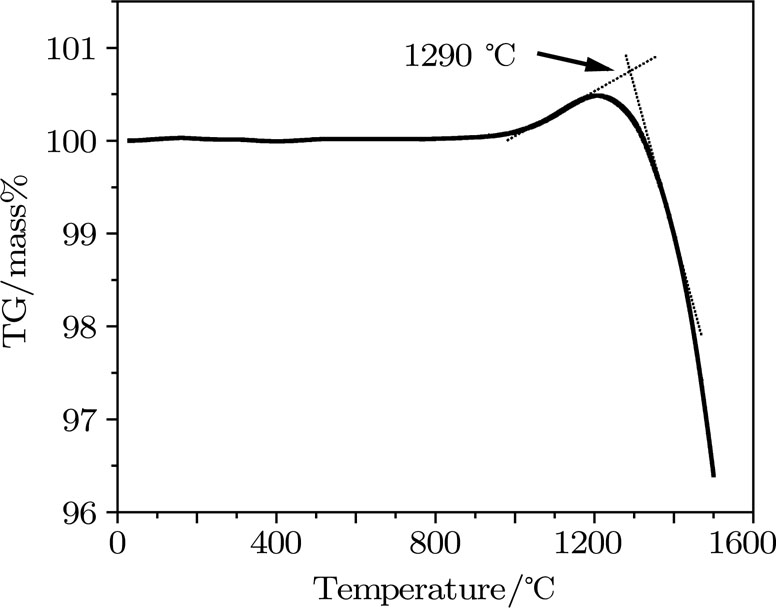 | Fig. 5. Thermogravimetric curve for the PcBN sample sintered at 7.7 GPa/1750 °C. |
3.4. Vickers hardness test
Figure 
 | Fig. 6. (color online) (a) Vickers hardness of samples sintered at 6.5–10.0 GPa/1750 °C with an applied load of 29.4 N. Inset: micrograph of Vickers hardness indentation. (b) Applied load dependence of Vickers hardness of the sample sintered at 7.7 GPa/1750 °C. |
4. Conclusions
In summary, using submicron cBN and hBN as the starting materials, PcBN without additives was sintered under a high pressure and at a relatively low temperature (6.5–10.0 GPa/1750 °C). The sample exhibited high hardness and thermal stability at 7.5 GPa and 1750 °C, which is attributed to numerous nanotwins and a large amount of stacking faults inside grains. Additionally, the hBN phase in the starting material completely transformed into the cBN phase at 7.5 GPa/1750 °C when hBN contents ranged from 20 vol.% to 24 vol.%. The transformed small cBN grains also act as a binder to sinter the original coarse cBN particles at a lower pressure than that direction conversion without additives. The affordable starting material and milder synthesis conditions could allow for the industrial application of this submicron cBN aggregate.
Reference
| [1] | |
| [2] | |
| [3] | |
| [4] | |
| [5] | |
| [6] | |
| [7] | |
| [8] | |
| [9] | |
| [10] | |
| [11] | |
| [12] | |
| [13] | |
| [14] | |
| [15] | |
| [16] | |
| [17] | |
| [18] | |
| [19] | |
| [20] | |
| [21] | |
| [22] | |
| [23] | |
| [24] | |
| [25] | |
| [26] | |
| [27] | |
| [28] | |
| [29] | |
| [30] | |
| [31] | |
| [32] | |
| [33] | |
| [34] |