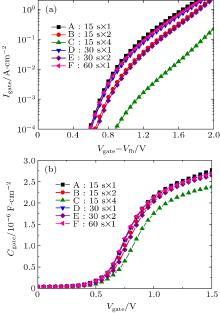
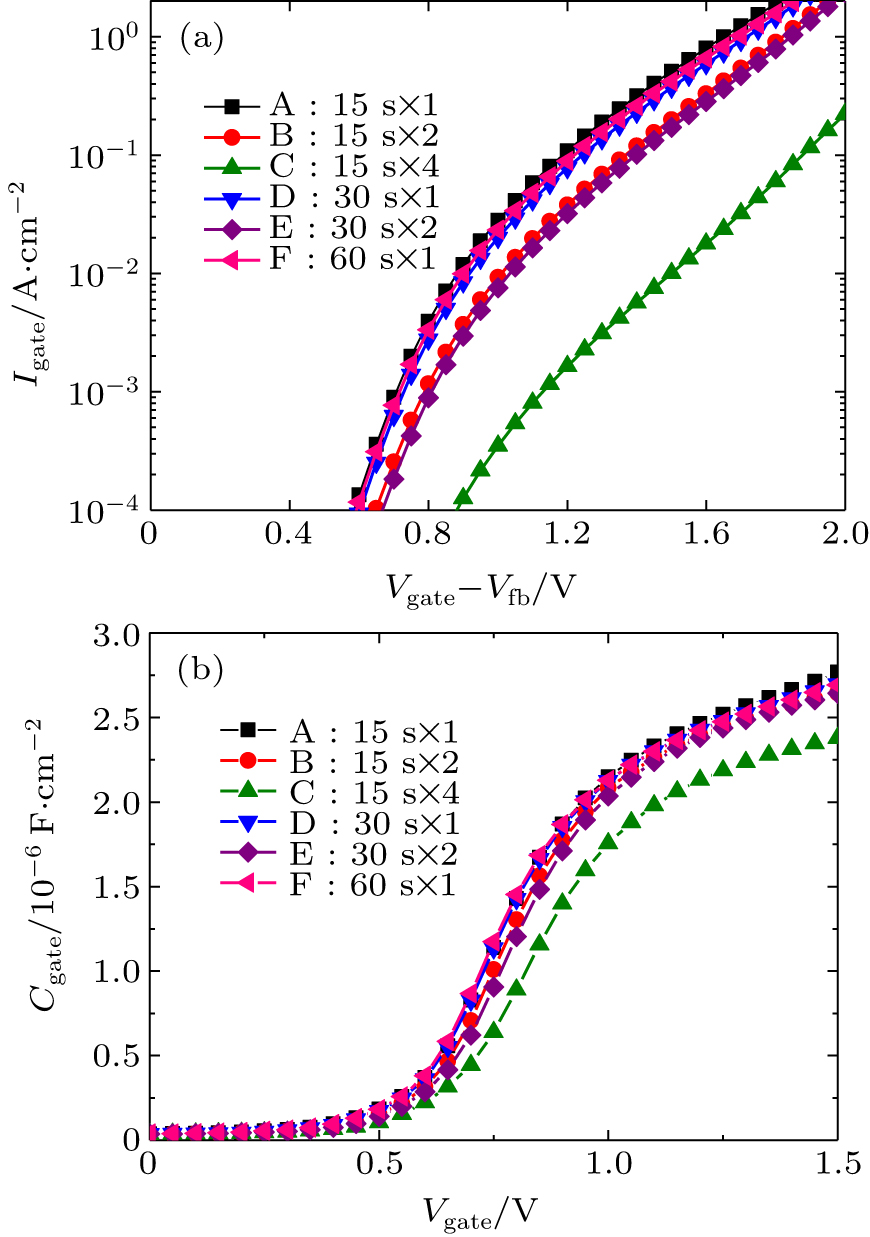
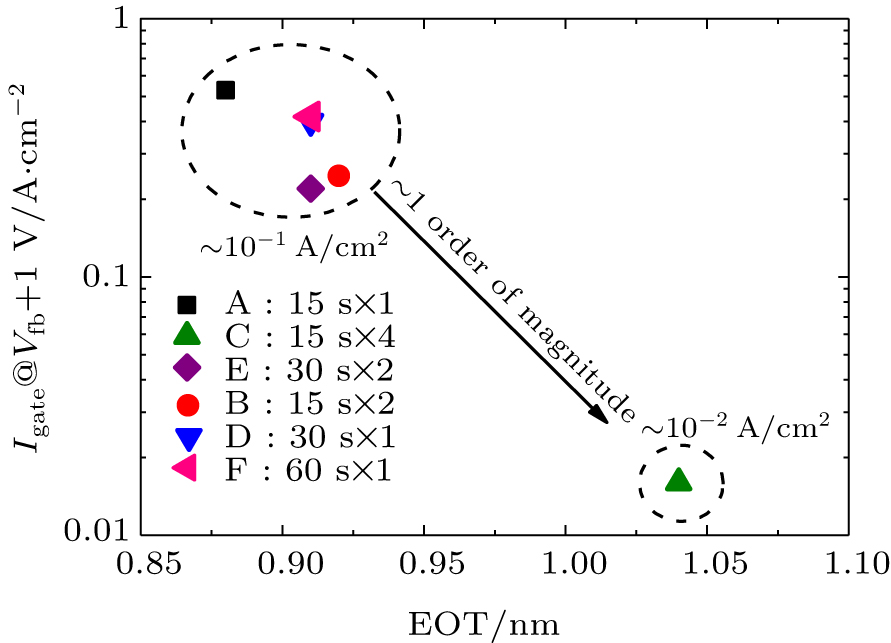
3.1. Basic electrical characteristics.Figure 1 shows the basic electrical characteristics of the p-MOSCAPs used in the experiments. Figure 2 shows the relations between the gate leakage and the equivalent oxide thickness (EOT) of these six samples. Here, the characteristics of sample C are quite different from those of the other samples. The EOT of sample C is 0.1 nm larger than that of the other samples, while the gate leakage is 1 order of magnitude smaller than the other samples’ at gate voltage Vfb + 1 V. In other words, increasing the number of D& A cycles reduces the gate leakage, however, more D& A cycles (four cycles) induce EOT to increase.
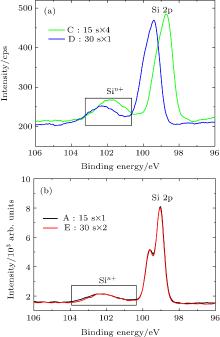
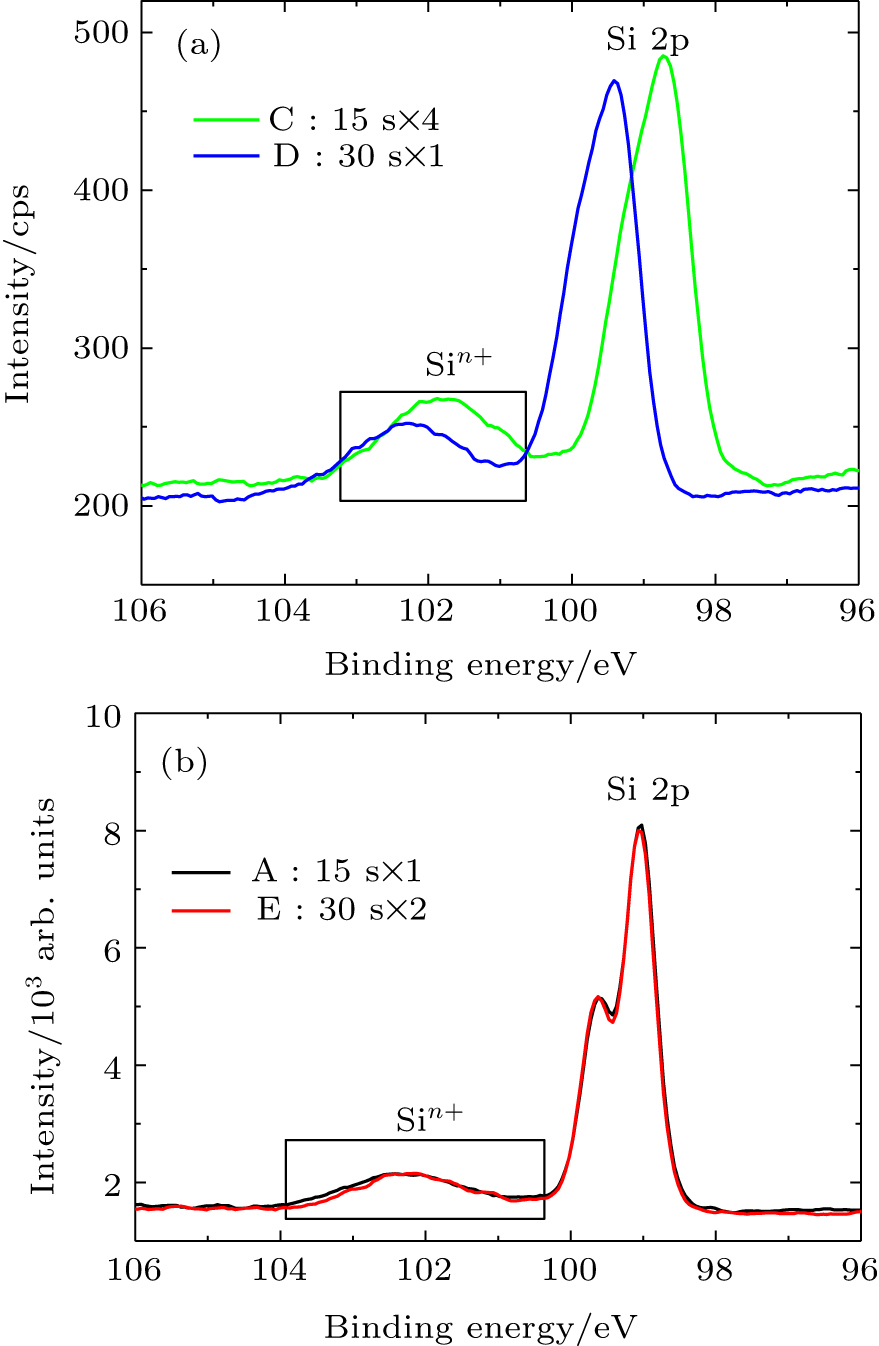
For the same total high-k deposition (∼ 2.4 nm), the more the D& A cycles are, the thinner the high-k layer for each D& A cycle is. For sample C, the first annealing occurs so closer to the interfacial layer than the others that the oxygen atoms enter into IL to increase the thickness of the IL and induce a small gate leakage. When the number of D& A cycles is large enough, the MDMA induces EOT to increase greatly and gate leakage to reduce greatly. The phenomenon is due to the IL growth. This can be demonstrated by the x-ray photoelectron spectroscopy (XPS) experiment shown in Fig. 3. Comparing Sin+ /Si of samples C and D, it can be concluded that the amount of Sin+ in sample C is much higher than that in sample D. Similarly, sample A has a much higher amount of Sin+ /Si than sample E according to the XPS results. Therefore it can be demonstrated that increasing the number of D& A cycles can improve the quality of the IL.
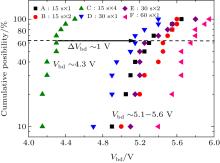
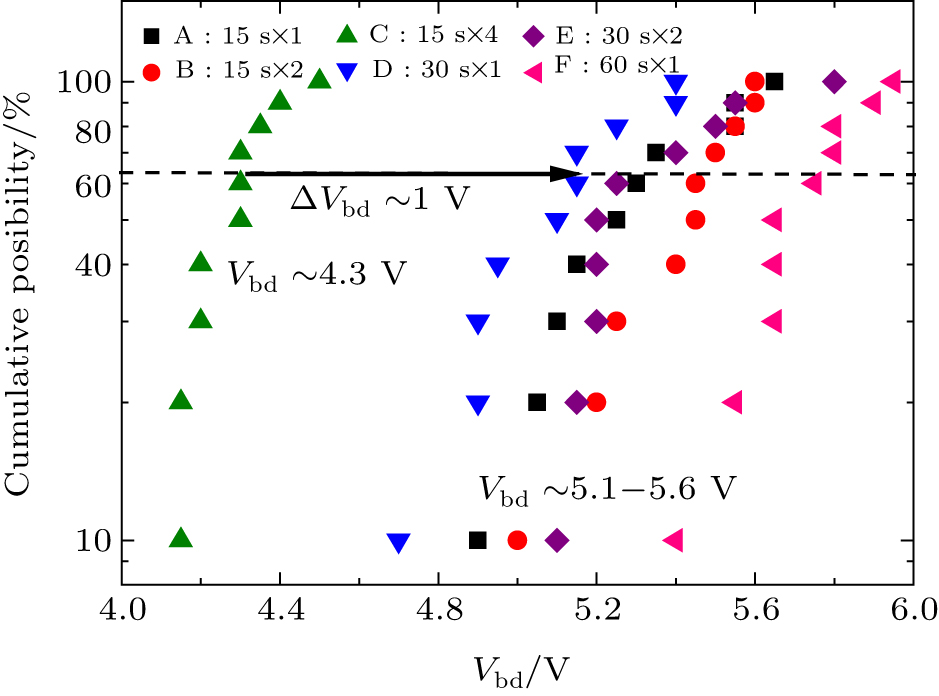
3.2. Time zero dielectric breakdown characterization.The time zero dielectric breakdown (TZDB) as shown in Fig. 4 is measured. The dielectric breakdown voltage (Vbd) is defined as the voltage at which the current increases by about one order of magnitude. In Fig. 4, the TZDB voltage of sample C is 4.3 V, while the TZDB voltages of the other samples are about 5.1– 5.4 V. Sample C is the worst one. In order to know more about the breakdown characteristics of these samples, we analyze the TDDB characteristics and the physical mechanism.
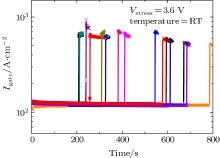
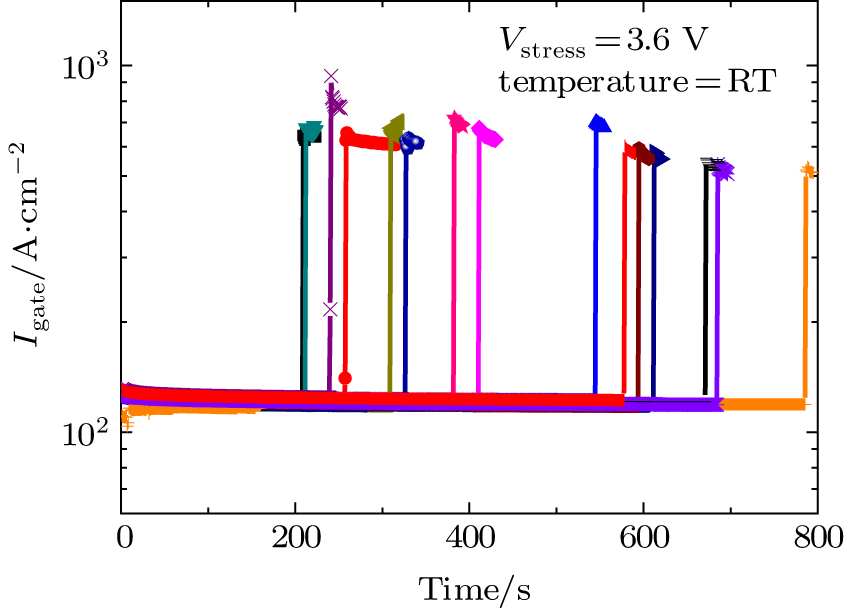
3.3. Time dependent dielectric breakdown characteristics.A constant voltage stress of 3.6 V is applied to several fresh MOSCAPs of each sample. These experiments are carried out at room temperature. The current increases slightly until hard breakdown occurs. There are no significant soft breakdowns before the hard breakdowns take place. In this paper, the 0.5Ig increase is defined as the failure criterion. Figure 5 shows the breakdown characteristics of the MOSCAP.
In Fig. 6(a), we can obtain the TTFs of samples A, D, and F at the failure percentile of 63.2%. By comparing the TTFs, it can be concluded that doubling the PDA time can double the TTF. The reason is probably that increasing the annealing time can improve the quality of the HK layer by reducing the oxygen vacancies in the HK layer. This is proved by comparing the O 1s densities/Hf 4f densities of samples A and E acquired from the XPS experiment. The O 1s and Hf 4f densities of sample A are less than those of sample E. (The fitting results are not shown in this article.) What is more, the gate leakage current has decreased. The Weibull distributions of samples A, B, C, and E are shown in Fig. 6(b). For samples A, B, and C, the annealing time of each cycle is 15 s, whereas the annealing cycles of them are quite different: the number of cycles of sample C is 4, four times that of A, and the number of annealing cycles of B is two. In Fig. 6(b), it can be seen that the TTF of B is ten times more than that of sample C and it is also about five times that of sample A. The conclusion is that properly increasing the number of PDA cycles can improve the quality of the devices, however when the number of PDA cycles is too many, the quality of the IL is affected, which can lead to the decrease of lifetime. As for samples D and E, the number of annealing cycles increased from 1 to 2 can cause the TTF to become ten times longer.
The slope of the Weibull distribution, β , is an important parameter to evaluate the reliability properties. There is the transition of the Weibull slope as shown in Fig. 6, and the slopes of these six samples are different (Table 2), which means the crucial layers that determine breakdowns are different. Generally, the Weibull slope β is dependent on the thicknesses of high-k and IL.[8] The β of the IL (0.8 nm) is about 1, and that of the HK layer is almost the same value 1.5– 2.0.[9] It is the IL that determines the breakdown for sample A, and for the low percentile sample D, the breakdown is mainly caused by the IL. However, the HK layer determines the breakdown for the high percentile sample D. As for sample C, it is the HK layer that controls the breakdown. This is in accordance with the case of the low gate leakage current of sample C. This means that both the number of PDA cycles and PDA time of each cycle can determine the main breakdown layer. The reason has been demonstrated by the XPS experiment shown in Fig. 3.
Table 2.
Table 2.
 Table 2. Slopes of bimodal distribution.| Sample | A | B | C | D | E | F |
|---|
| TTF | 99 | 493 | 25 | 222 | 546 | 326 | | β 1 | 1.22 | 3.65 | 2.41 | 0.8 | 2.41 | 3.09 | | β 2 | 0.84 | 1.47 | 3.48 | 5.1 | 4.58 | 1.79 | | Determining breakdown layer | IL | HK→ IL | HK | IL→ HK | HK | HK |
| Table 2. Slopes of bimodal distribution. |
It can be properly concluded that increasing the number of annealing cycles can also improve the quality of the HK layer by reducing the oxygen vacancies, but too many cycles can lead to the oxygen vacancies entering into IL, which has been proven by the XPS experiment. The increasing of the IL thickness leads to smaller leakage current and shorter lifetime.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
 , Yan Jiang, Zhu Hui-Long, Zhao Chao, Chen Da-Peng, Ye Tian-Chun]
, Yan Jiang, Zhu Hui-Long, Zhao Chao, Chen Da-Peng, Ye Tian-Chun]