



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Amorphous Si critical dimension structures with direct Si lattice calibration
Cite this Article
Wu Ziruo, Cai Yanni, Wang Xingrui, Zhang Longfei, Deng Xiao, Cheng Xinbin, Li Tongbao. Amorphous Si critical dimension structures with direct Si lattice calibration. Chinese Physics B, 2019, 28(3): 030601 
Permissions
Amorphous Si critical dimension structures with direct Si lattice calibration
† Corresponding author. E-mail:
Project supported by the National Key Scientific Instrument and Equipment Development Projects of China (Grant No. 2014YQ090709), the National Key Research and Development Program of China (Grant No. 2016YFA0200902), and Major Projects of Science and Technology Commission of Shanghai, China (Grant No. 17JC1400800).
Abstract
Developing highly accurate critical dimension standards is a significant task for nanoscale metrology. In this paper, we put forward an alternative approach to fabricate amorphous Si critical dimension structures with direct Si lattice calibration in the same frame scanning transmission electron microscopy image. Based on the traceable measurement analysis, the optimized method can provide the same calibration accuracy and increase the fabrication throughput and lower the cost simultaneously, which benefits the application needs in atomic force microscopy (AFM) tip geometry characterization, benchmarking measurement tools, and conducting comparison measurements between different approaches.
1. Introduction
Accurate line width measurements require critical dimension (CD) standards which are traceable to the international system of units (SI).[1] As the miniaturization of nanodevices down to 7 nm node and beyond in semiconductor,[2] accurate and precise characterizations of CD, height, sidewall angle, line edge roughness (LER), line width roughness (LWR), and corner rounding are key tasks for the guarantee of nanostructure performance and process control.[3–5] According to the international technology roadmap for semiconductors (ITRS) metrology roadmap, the measurement uncertainty of physical CD needs to be as low as 0.7 nm in the year of 2024.[6] Therefore, there is an increasing need to develop new CD standards at sub-50 nm region with high accuracy.
Generally, atomic force microscopy (AFM), scanning electron microscopy (SEM), optical CD tools, and hybrid approaches are widely used to calibrate the dimensions of CD standards. Due to the intrinsic limitations of these measurement methods, such as tip geometry dilation and modeling errors, there are tool-to-tool matching errors and sample-to-sample measurement bias variations which are inevitable and reduce the accuracy.[7,8] In order to solve this problem, researchers have proposed to use well-calibrated CD standards to calibrate tip geometry, benchmark measurement tools, and conduct comparison measurements between different approaches/tools.[4,7,9]
The development of CD standards with the calibration of crystal lattice constant has been successfully demonstrated to be a new kind of well-calibrated CD standard.[10] And researchers have proved that it holds the same accuracy to be used as a new approach to realize traceability in nanoscale dimensional metrology.[4,11–13] The typical crystal CD material is based on silicon. Figure
 | Fig. 1. (a) Design of crystal Si critical dimension standard with direct Si lattice calibration. (b) Design of amorphous Si critical dimension standard with direct Si lattice calibration. |
Motivated by the aspects above, in this paper, we put forward an alternative method of fabricating amorphous Si critical dimensional structures with direct Si lattice calibration in the same frame of TEM image, which is illustrated in Fig.
2. Design and fabrication of the Si critical dimension structure
The concept of fabrication of Si critical dimension structure is based on converting the thickness of the deposition layer to the nominal CD value with the multilayer deposition of Si/SiO2. Here we introduce the multilayer deposition process to provide a complete picture of this technology. A single protruded Si structure can be used as a candidate for CD standards.
2.1. Multilayer deposition of Si/SiO2
Figure
 | Fig. 2. Amorphous Si critical dimension structure fabrication based on multilayer deposition method: (a) alternative deposition of Si/SiO2 layers on Si (111) wafer, (b) amorphous Si critical dimension structure protrudes after selective wet etching process. |
Two wafers are bonded together face to face with adhesives to make the CD structures located near the center for convenience of measurement.[18] The bonded pair is diced into small dies (2 mm × 2 mm × 2 mm cubes). After the small die is ground and fully polished, a HF acid solution of 2% concentration is used to etch the SiO2 layers to the designed depth and hereby the Si structure nearby the substrate protrudes to form the CD structure in Fig.
2.2. Amorphous Si critical dimension structure
Figures
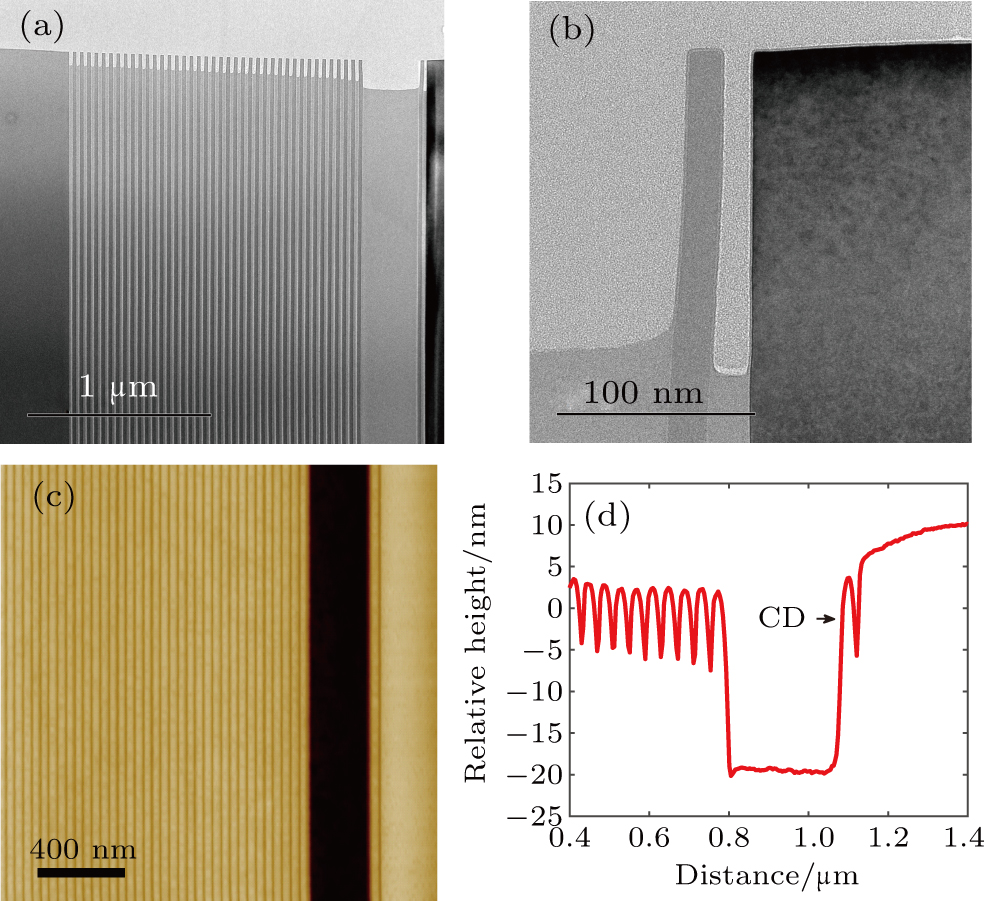
 | Fig. 3. (a) An overview TEM image of the multilayer structures after selective wet etching, (b) TEM image of the protruded CD structure with a high aspect ratio of about 10: 1, (c) AFM image (2 μm × 2 μm) of the multilayer structures including the CD structure, (d) averaging profile of AFM image of (c). |
A well-calibrated CD structure is very useful to characterize the tip geometry for CD-AFM and to examine the modeling error for CD-SEM.[5,8] Here we show a commercial AFM image of the multilayer structures including the CD structure in Fig.
3. Traceable measurement of the critical dimension
Next, we begin to demonstrate the traceable measurement of the CD structure based on Si lattice constant. The spacing in undoped Si (111) is 313.56011(17) pm[13,20] according to the precise x-ray measurement. Because in the high magnification TEM measurement mode, the lattice periodicity can be resolved in the interference pattern of transmission electron beams, the image scale can be traced back to the SI unit. Since the 20 nm amorphous CD structure and the crystal Si (111) substrate are detected in the same frame of TEM image, it will realize the amorphous Si critical dimension structures with direct Si lattice calibration.
3.1. TEM measurements
Figures
 | Fig. 4. STEM images of different parts of multilayer structures: (a) CD structure together with the Si (111) substrate, (b) Si (111) substrate, (c) deposition layer for CD with Si (111) substrate in the bulk. |
Low LER and LWR levels are very significant factors for the uniformity of a CD standard. Figure
3.2. Evaluation of critical dimension based on the lattice constant
To accurately evaluate the critical dimension parameters based on the lattice constant, the most challenging issue is how to accurately assign the feature edges in the high-resolution STEM images.[11] Now it has been common sense that the feature edge detection will contribute the biggest uncertainty source for the CD structure evaluation. However, previous research agreed that the contribution caused by line edge definition can be controlled under 0.3 nm.[11,21] And it is suggested that the half intensity position is a good choice to define the SiOX–air boundary. Here we introduce our first simple and fast evaluation of the designed amorphous Si critical dimension structures. A detail evaluation of the uncertainty of CD including the line edge detection, repeatability, pixel size calculation, inclination angle, is under research and we will release the corresponding results.
Figure
 | Fig. 5. (a) Reproduction of STEM image of CD after contrast adjustment, (b) image intensity profile of STEM image at specified line (Y = 700) along the Y axis in (a). |
4. Conclusion
We demonstrate an optimized method by using the Si lattice structures within the same frame STEM images to define the amorphous Si critical dimension structures. The results indicate that this novel approach will not only provide the same traceable measurement accuracy with the previous crystal CD method, but also increase the throughput and lower the parallel fabrication cost. Amorphous Si critical dimension structures with direct Si lattice calibration will offer convenience for calibrating tip geometry, benchmarking measurement tools, and conducting comparison measurements between different approaches/tools.
Reference
| [1] | |
| [2] | |
| [3] | |
| [4] | |
| [5] | |
| [6] | |
| [7] | |
| [8] | |
| [9] | |
| [10] | |
| [11] | |
| [12] | |
| [13] | |
| [14] | |
| [15] | |
| [16] | |
| [17] | |
| [18] | |
| [19] | |
| [20] | |
| [21] | |
| [22] | |
| [23] |