{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
A facile and efficient dry transfer technique for two-dimensional Van derWaals heterostructure
Cite this Article
Xie Li, Du Luojun, Lu Xiaobo, Yang Rong, Shi Dongxia, Zhang Guangyu. A facile and efficient dry transfer technique for two-dimensional Van derWaals heterostructure. Chinese Physics B, 2017, 26(8): 087306 
Permissions
A facile and efficient dry transfer technique for two-dimensional Van derWaals heterostructure
† Corresponding author. E-mail:
Project supported by the National Basic Research Program of China (Grant Nos. 2013CB934500 and 2013CBA01602), the National Natural Science Foundation of China (Grant Nos. 61325021, 11574361, and 51572289), the Key Research Program of Frontier Sciences, CAS, (Grant No. QYZDB-SSW-SLH004), and the Strategic Priority Research Program (B), CAS (Grant No. XDB07010100).
Abstract
Two-dimensional (2D) Van der Waals heterostructures have aroused extensive concerns in recent years. Their fabrication calls for facile and efficient transfer techniques for achieving well-defined structures. In this work, we report a simple and effective dry transfer method to fabricate 2D heterostructures with a clean interface. Using Propylene Carbonate (PC) films as stamps, we are able to pick up various 2D materials flakes from the substrates and unload them to the receiving substrates at an elevated temperature. Various multilayer heterostructures with ultra-clean interfaces were fabricated by this technique. Furthermore, the 2D materials can be pre-patterned before transfer so as to fabricate desired device structures, demonstrating a facile way to promote the development of 2D heterostructures.
1. Introduction
Heterostructures made of two-dimensional (2D) materials, such as graphene, black phosphorus (BP), and transition metal dichalcogenides (TMDCs), have aroused wide attentions recently due to their unique electrical and optical properties.[1–5] An essential step for building such 2D heterostructures is via transfer, a challenging process for 2D materials which are atomic-thin and thus vulnerable while being moved.[6] Many research efforts have been devoted to developing proper techniques for stacking different 2D materials to heterostructures in the past few years. However, in the reported approaches, chemical etchants[7–11] or water[6, 12–16] are usually included, which would not only cause the degradation of sample qualities,[12] but also yields contaminated interfaces.[17] As a result, an etching- and water-free transfer method is highly desirable. Although dry transfer methods have been demonstrated by exfoliating 2D materials onto transparent methyl/n-butyl methacrylate copolymer[18] or PDMS,[19] multilayer heterostructures with clean interfaces can hardly be realized. Wang et al. developed a “pick-up” technique by using PDMS/PC/BN to make an assembly of multi-layer heterostructures.[20] The PC films are usually deformed seriously once they have experienced the “pick-up” process, which makes it hard for the following transfer alignment (under the guidance of optical microscope) while fabricating multilayer heterostructures for which multiple “pick-up” processes are required. More importantly, for the above dry transfer methods,[18–20] the 2D flakes or early-fabricated 2D heterostructures cannot be pre-patterned before being transferred to construct multilayer heterostructures, which is a critical step for building desired device structures.
Herein, we demonstrate a simple, rapid and efficient dry transfer technique for the fabrication of 2D heterostructures with ultra-clean interfaces. During this transfer process, no chemical etchants and water are applied and the polymer residuals can be easily removed by physically peeling them off and subsequent thermally annealing. Multilayer 2D Van der Waals heterostructures with ideal interfaces can be achieved by multiple transfer steps. Moreover, we are able to pre-pattern the 2D materials before transfer, which is capable of yielding device configurations according to need. Additionally, this method provides a simple and effective way to clean used substrates and improve their reusability.
2. Experimental procedure
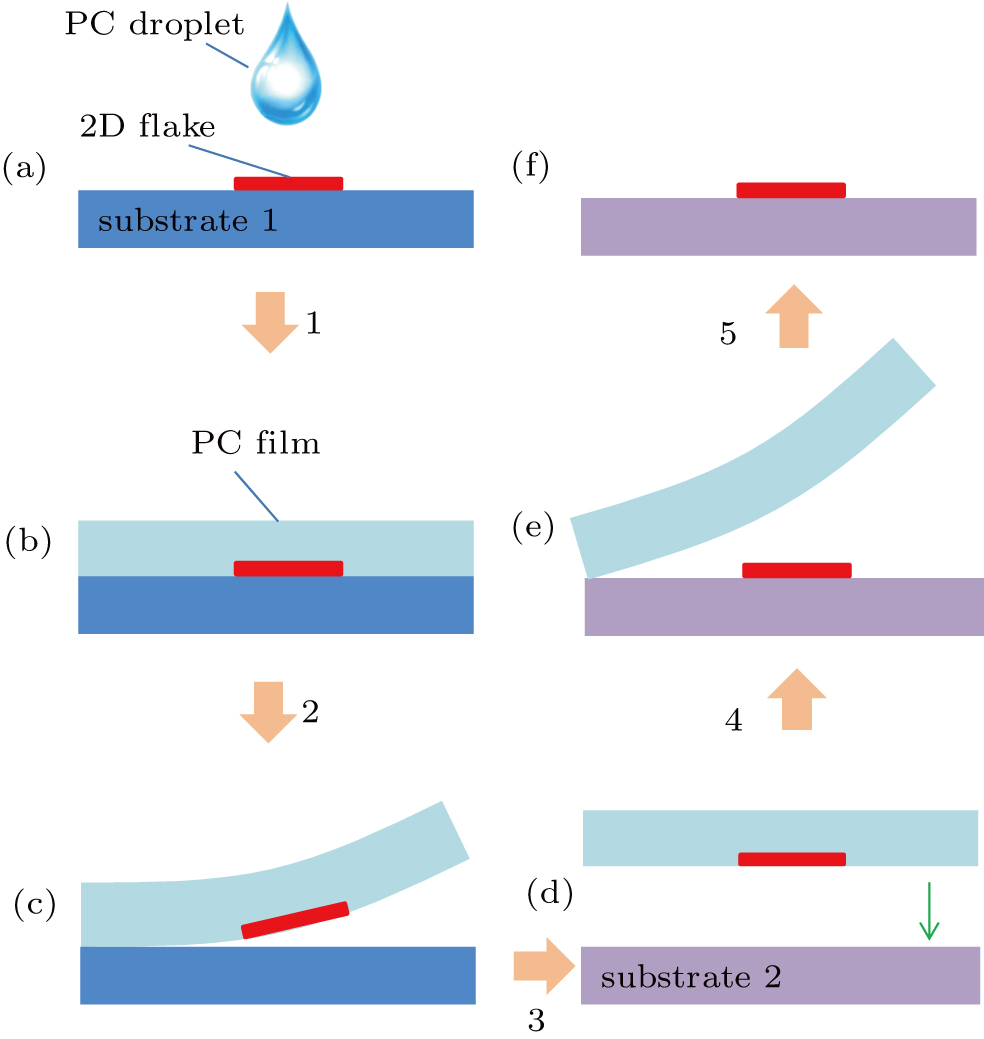
The schematic diagrams of our transfer procedure are illustrated in Fig. 
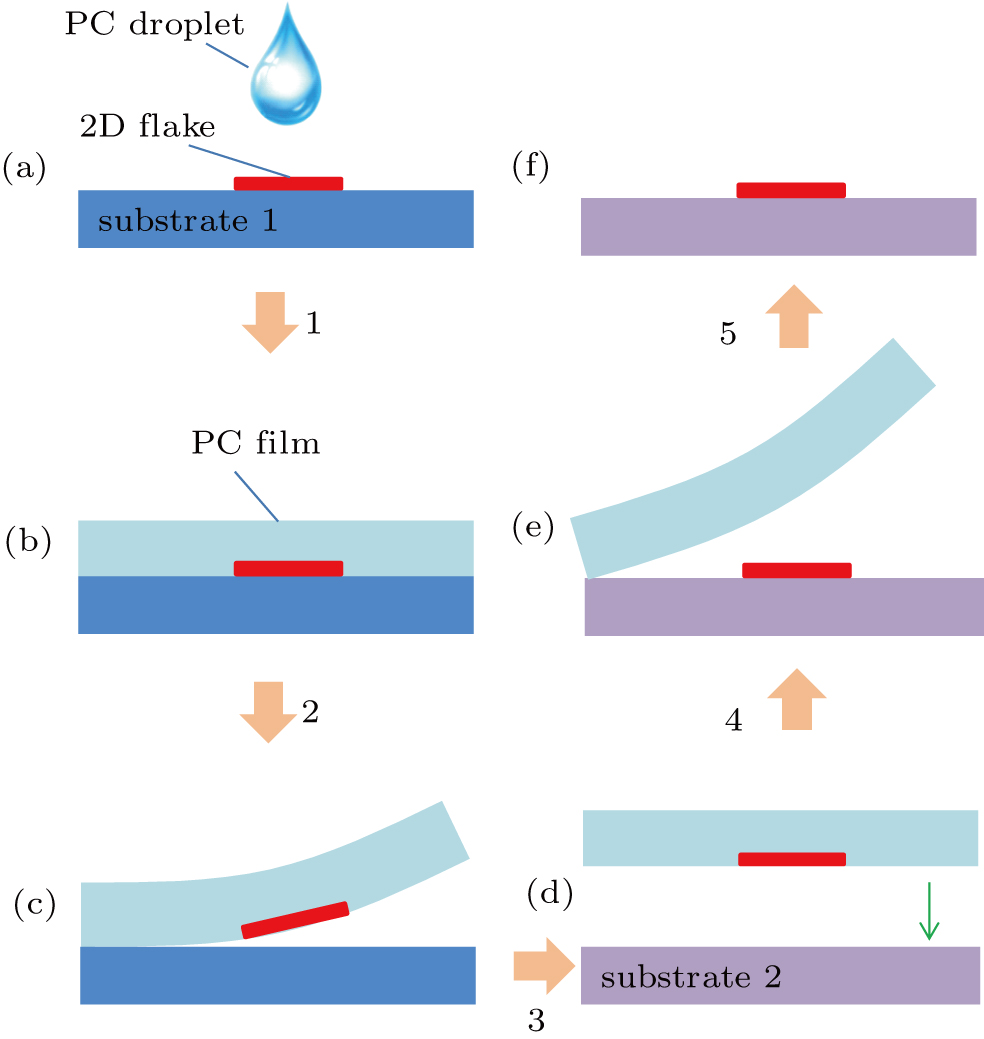 | Fig. 1. (color online) (a)–(f) Schematic diagrams of the transfer technique. The transfer process starts with drop-casting the PC solution onto the substrate with 2D flakes on its surface. The following steps are: 1 Baking at 100 °C for 5 min; 2 Peeling off the PC film carrying 2D flakes; 3 Transfer; 4 Heating up to 80 °C and peeling off the PC film; 5 Thermally annealing to remove residuals. |
3. Experimental results and discussion
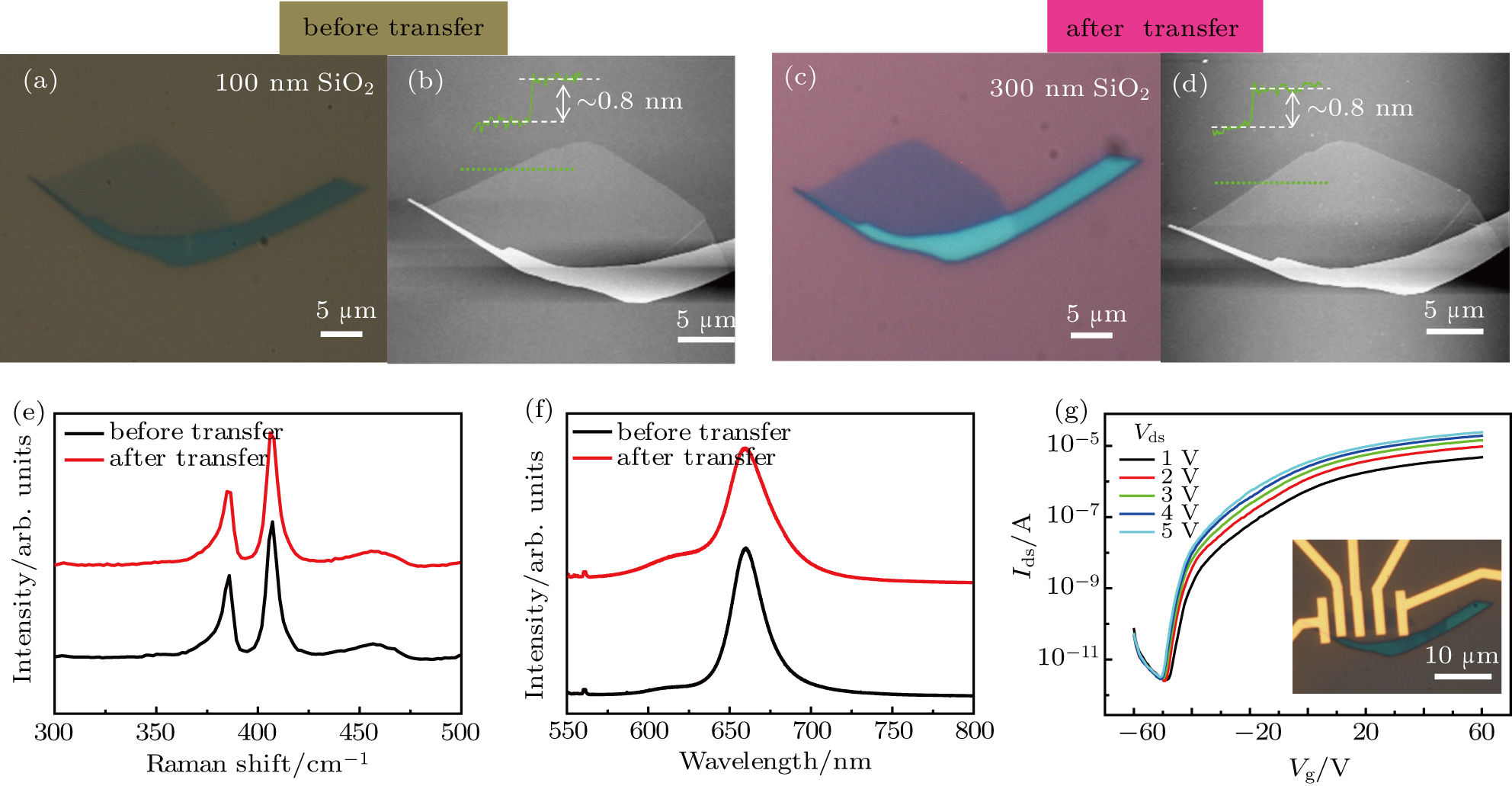
We transferred a mechanically exfoliated monolayer MoS


















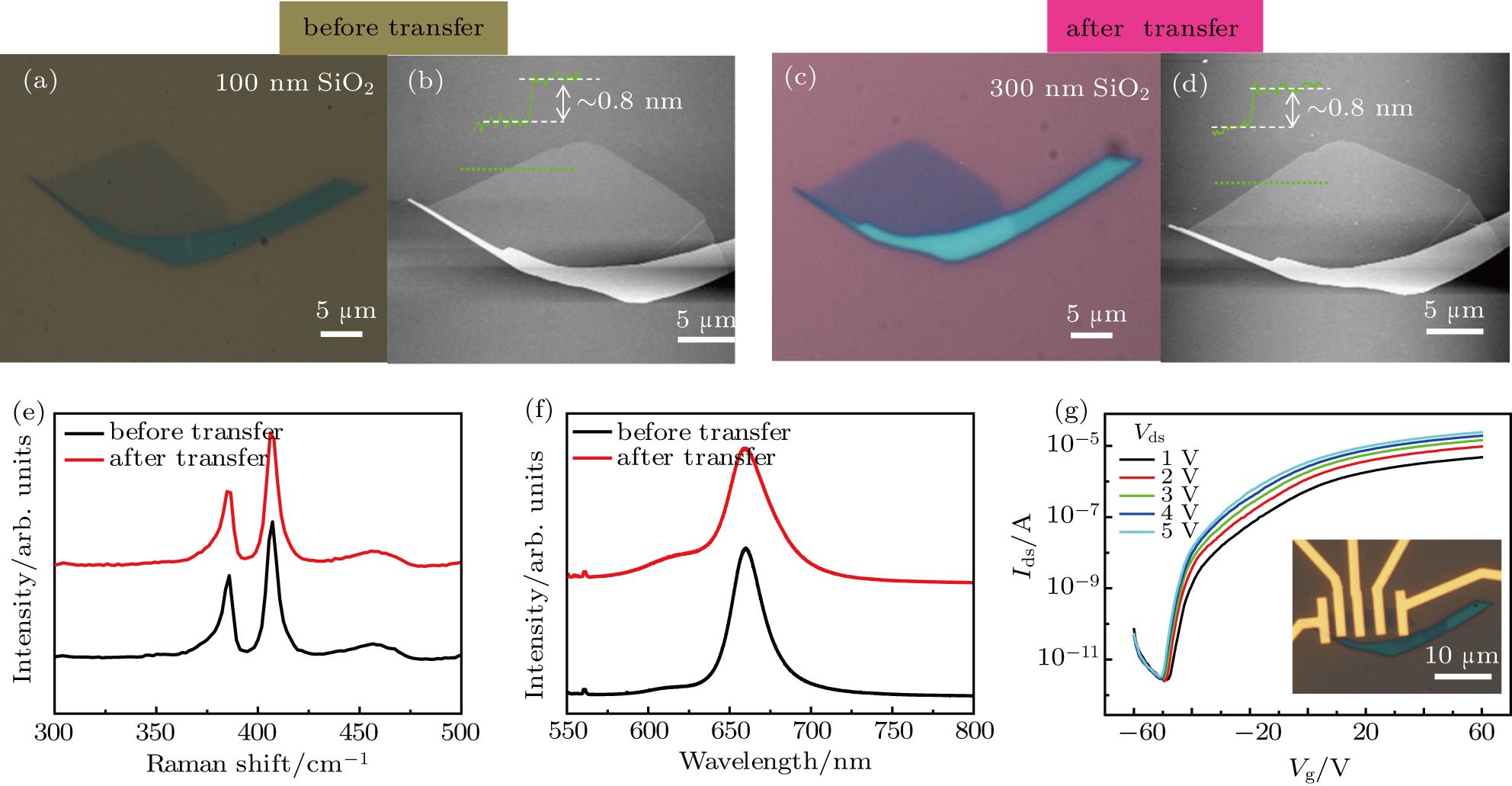 | Fig. 2. (color online) Characterizations of a monolayer MoS





|
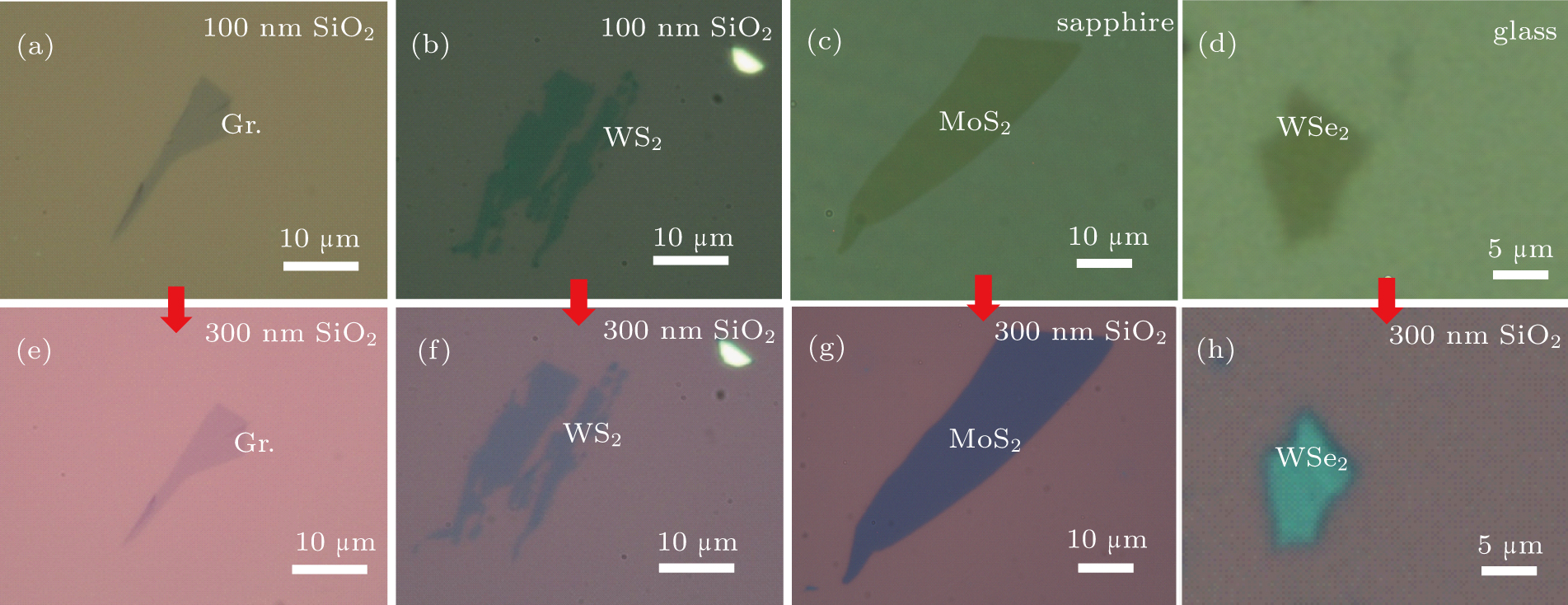
This technique is not only able to transfer MoS


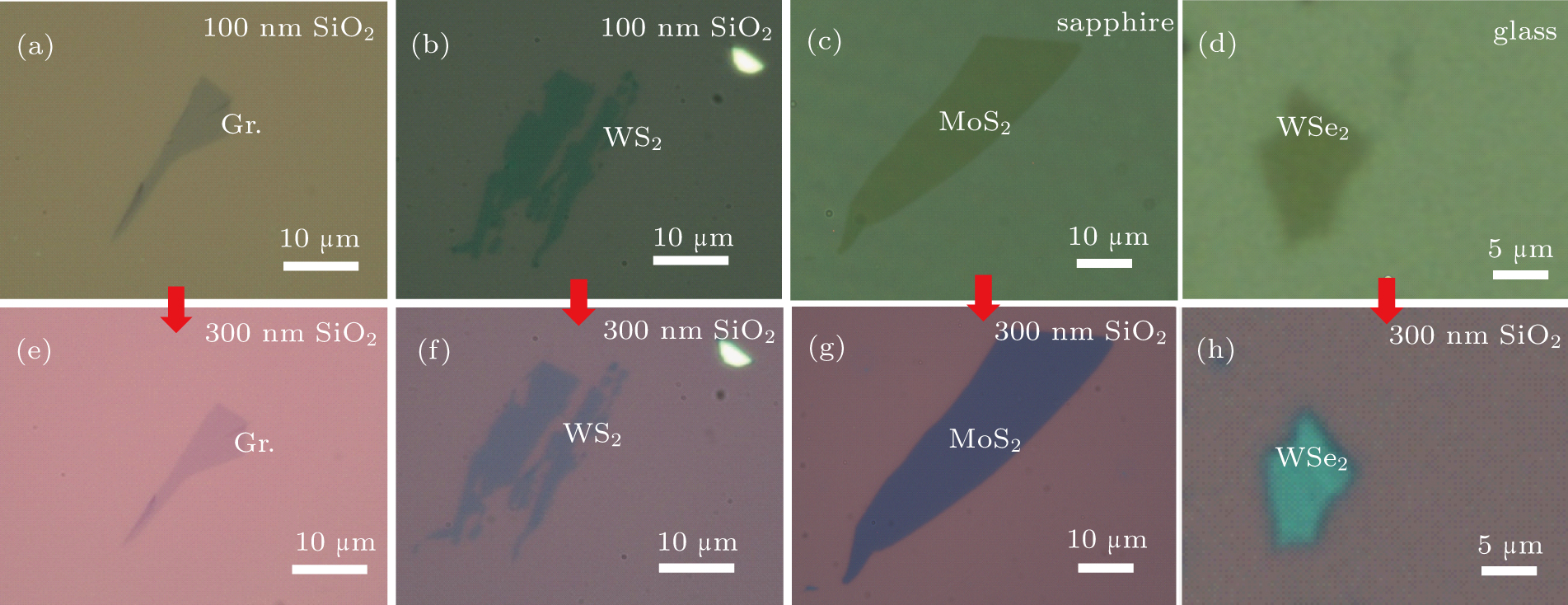 | Fig. 3. (color online) Transfer various materials or transfer materials from various substrates. (a)–(d) Graphene, WS








|
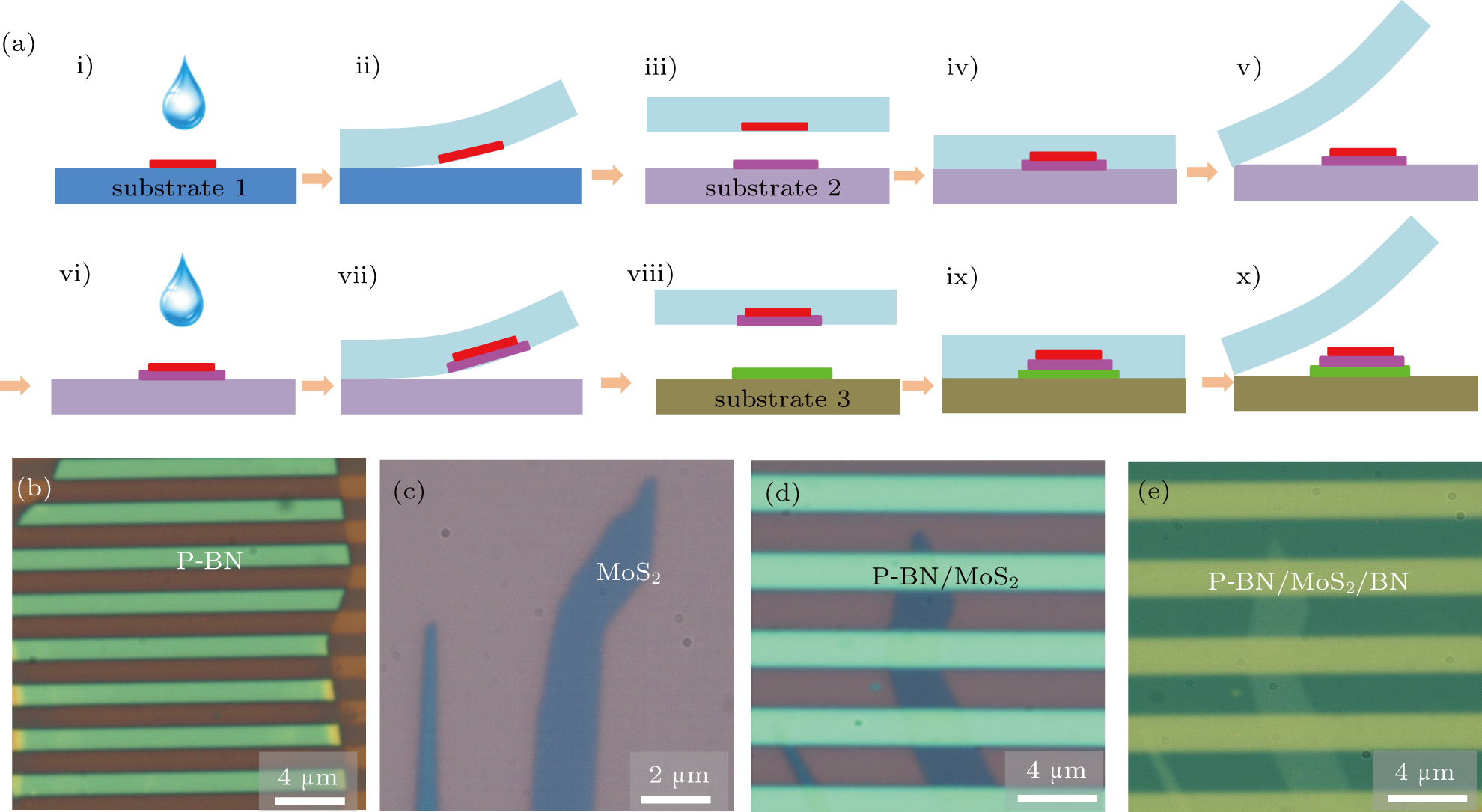
A 2D flake (A) carried by the PC film can also be transferred onto another 2D material (B) to form A/B heterostructure by performing step 3 in Fig.
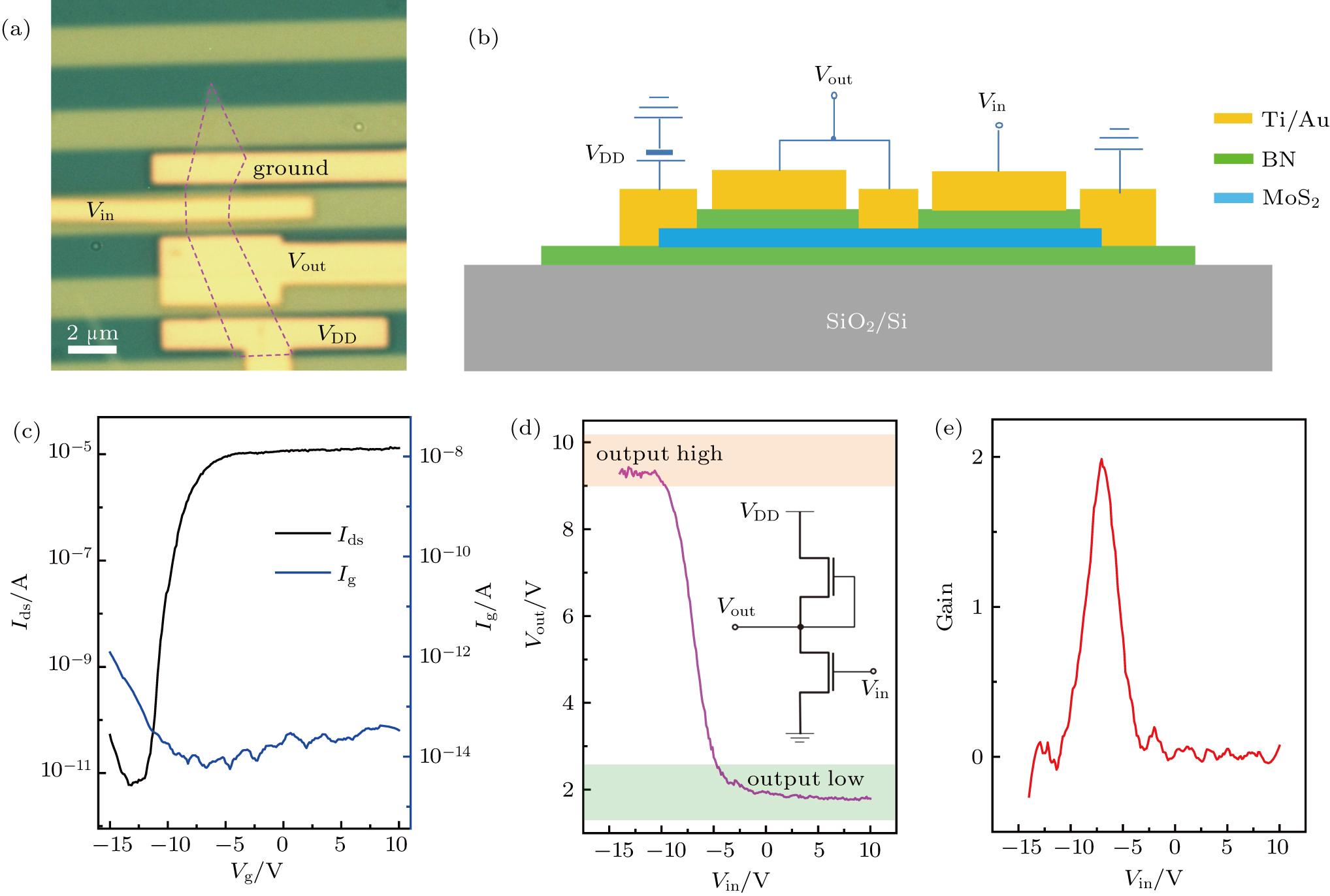
As mentioned above, a 2D flake could be pre-patterned according to need and then transferred (“pre-patterning transfer”). Combining the “multilayer-stacking transfer” and the “pre-patterning transfer” methods, the multilayer heterostructure shown in Fig. 












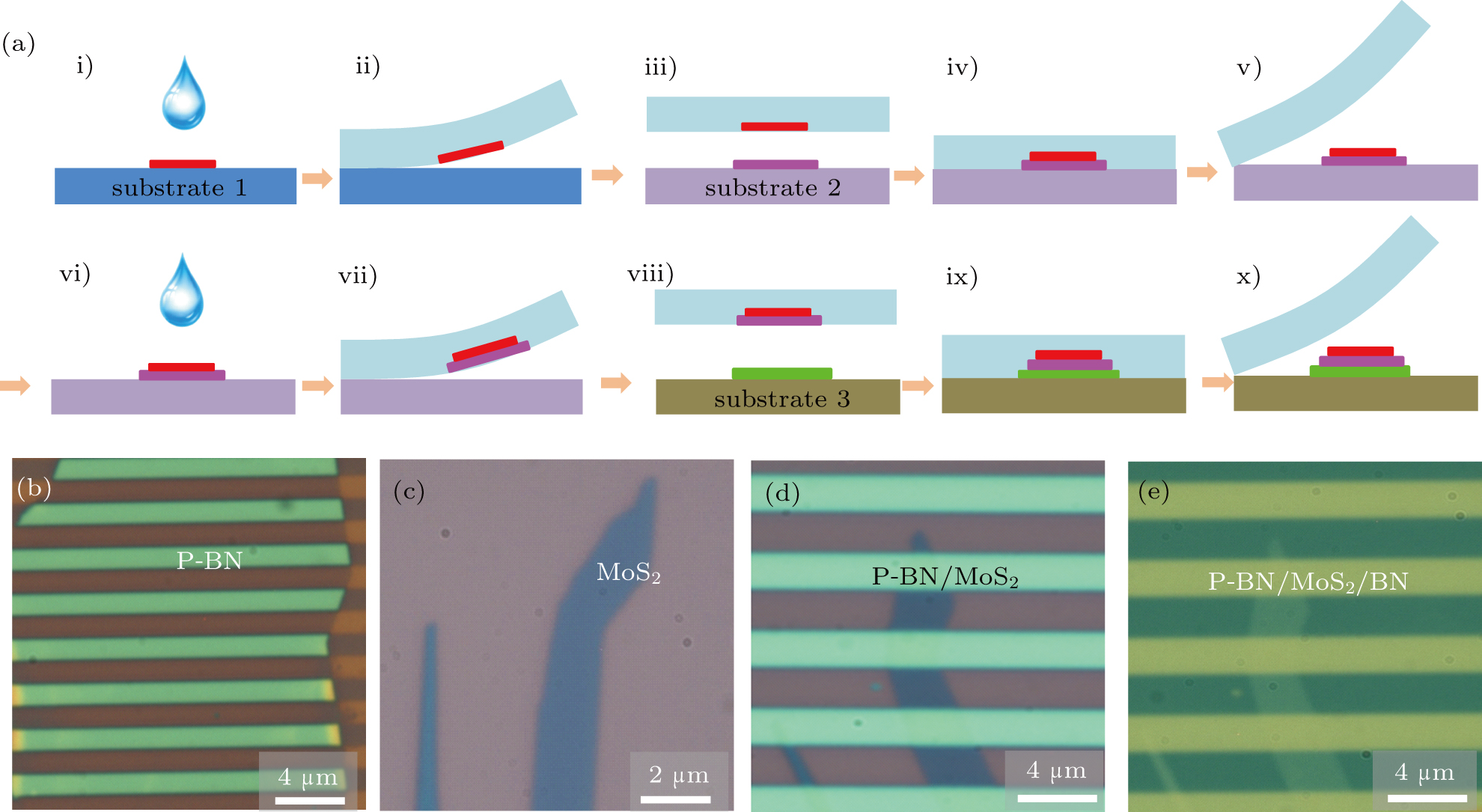 | Fig. 4. (color online) Construction of a p-BN/MoS







|
Structures like the p-BN/MoS

As shown in Fig. 



















 | Fig. 5. (color online) Invertor made from the p-BN/MoS




|
4. Conclusion
We have developed a simple, facile, and universal approach to transfer 2D flakes in a fast, efficient, and nondestructive manner. PC films act as the stamps during the transfer process. This dry transfer step and nearly residual-free process can reliably yield multi-layer 2D heterostructures with clean interfaces. This technique also allows a pre-patterning of the 2D materials before the transfer for construction of complex stacking structures according to need.
Reference
| [1] | |
| [2] | |
| [3] | |
| [4] | |
| [5] | |
| [6] | |
| [7] | |
| [8] | |
| [9] | |
| [10] | |
| [11] | |
| [12] | |
| [13] | |
| [14] | |
| [15] | |
| [16] | |
| [17] | |
| [18] | |
| [19] | |
| [20] | |
| [21] | |
| [22] | |
| [23] | |
| [24] | |
| [25] | |
| [26] | |
| [27] | |
| [28] |