{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Regulating element distribution to improve magnetic properties of sintered Nd–Fe–B/Tb–Fe–B composite magnets
Cite this Article
Li Zhu-Bai, Zuo Jing-Yan, Wang Dong-Shan, Liu Fei, Zhang Xue-Feng. Regulating element distribution to improve magnetic properties of sintered Nd–Fe–B/Tb–Fe–B composite magnets. Chinese Physics B, 2019, 28(7): 077503 
Permissions
Regulating element distribution to improve magnetic properties of sintered Nd–Fe–B/Tb–Fe–B composite magnets
† Corresponding author. E-mail:
Abstract
Nd content was varied in 
1. Introduction
Nd–Fe–B magnets are essential components in many technology fields owing to their high energy product,[1–3] but their coercivity is relatively low and far less than the theoretical value.[4] For meeting the technology demand of hybrid/electric vehicles, it is necessary to improve the coercivity and thermal stability of Nd–Fe–B-based magnets. The grain boundary diffusion of Dy/Tb alloys could significantly improve the coercivity;[5–8] however, this is only suitable for small magnets. Recently, it was found that the coercivity could be enhanced and the behaviors of magnetization reversal are uniform in resource-saving magnets with dual main phases.[9–14] The coercivity also increases in sintered magnets prepared by the addition of Tb–Fe–B powders to Nd–Fe–B,[15] and the increase has a nearly linear relationship with the added amount of Tb–Fe–B. This effect is better than that of conventional dual-alloy methods, in which the coercivity increases very slowly and even decreases for a large amount of DyHx added to Nd–Fe–B powders.[16] Both the ultrahigh magnetocrystalline anisotropy of the Tb2Fe14B phase and Tb atomic diffusion possibly contribute to the improvement of coercivity.[15] It is noted that Nd atoms also diffuse via the intergranular phase during high-temperature sintering, and therefore Nd would substitute for Tb in the Tb2Fe14B phase, thus reducing its magnetocrystalline anisotropy. Provided that the diffusion of Nd could be suppressed and more Tb atoms substitute for Nd at the Nd–Fe–B grain boundary, as well as the ultrahigh magnetocrystalline anisotropy remaining in the Tb–Fe–B main phase, the coercivity may increase more greatly. In this paper, the content of Nd of the Nd–Fe–B alloy was varied, and the Tb content was increased in the Tb–Fe–B alloy. These are expected to regulate the element distribution for optimizing the magnetic properties in sintered Nd–Fe–B/Tb–Fe–B magnets.
2. Experiment


3. Results and discussion
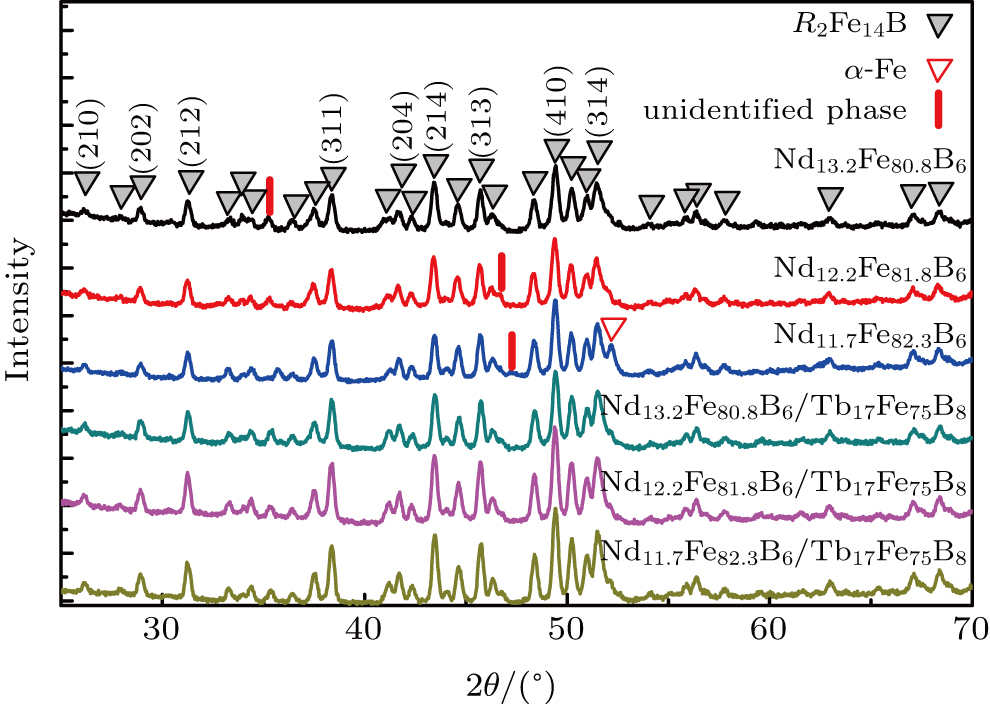
X-ray diffraction patterns confirm that all of the samples contain the R2Fe14B main phase (shown in Fig.
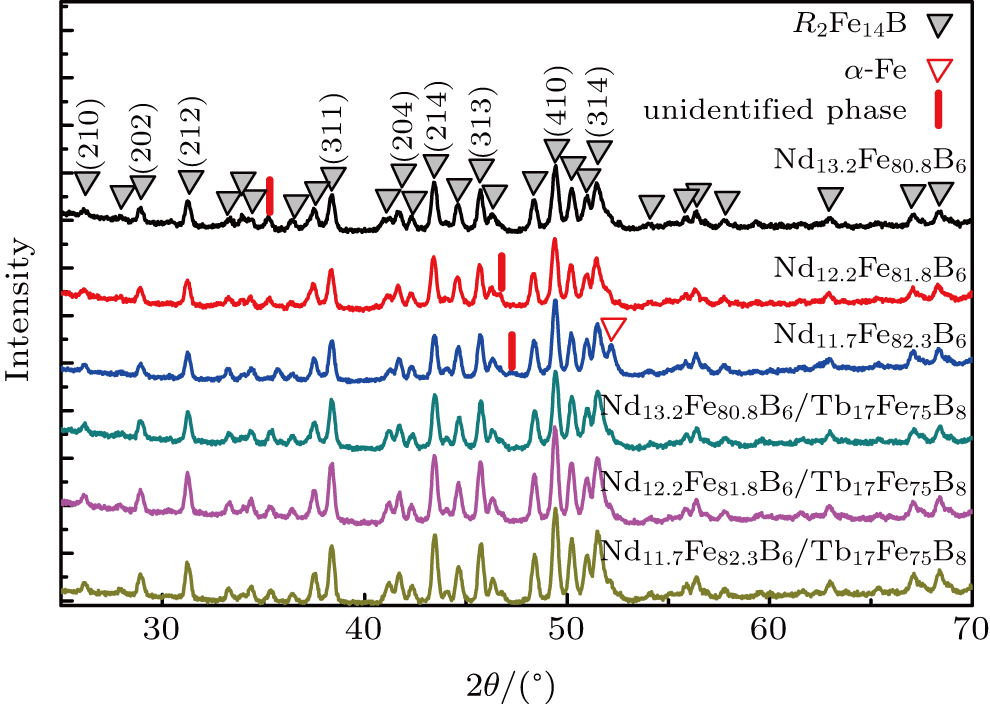 | Fig. 1. XRD patterns using Co 
|
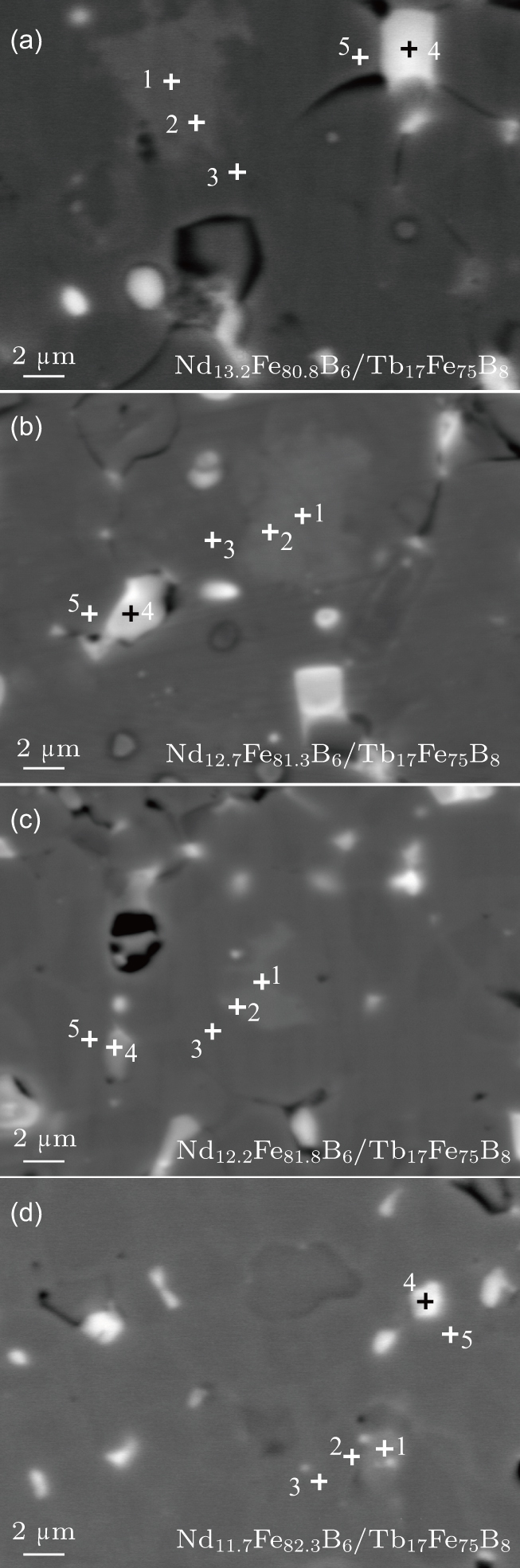
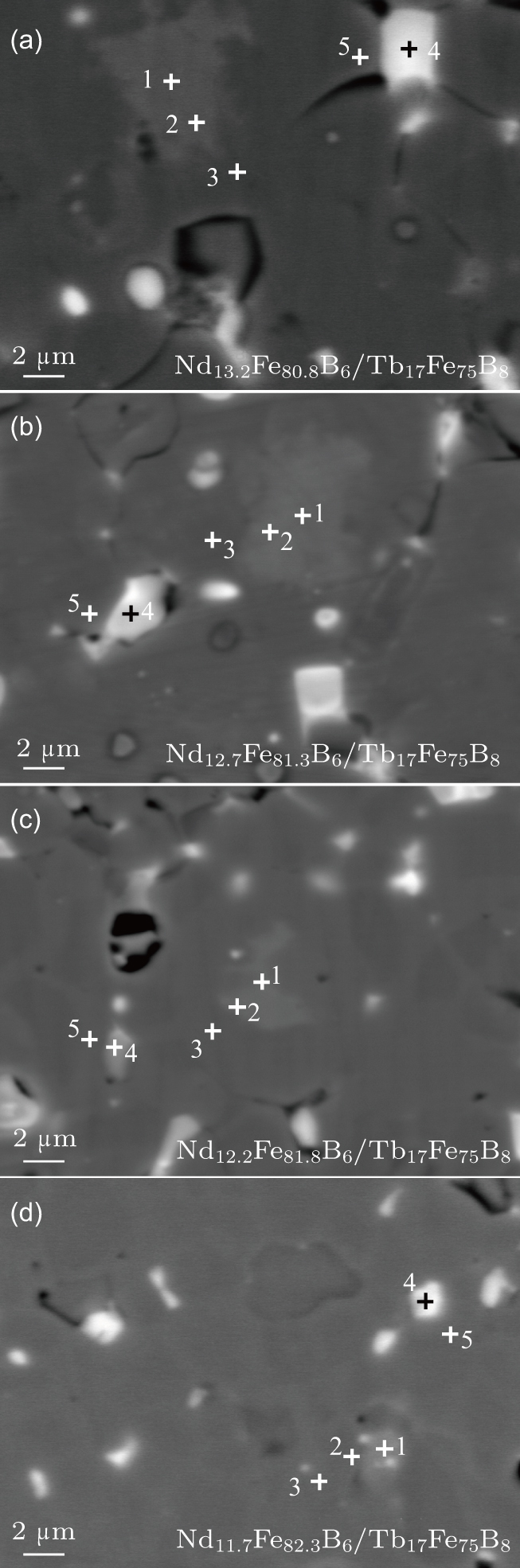 | Fig. 2. The surface micromorphology of the sintered magnets of (a) Nd13.2Fe80.8B6/Tb17Fe75B8, (b) Nd12.7Fe81.3B6/Tb17Fe75B8, (c) Nd12.2Fe81.8B6/Tb17Fe75B8, and (d) Nd11.7Fe82.3B6/Tb17Fe75B8. |
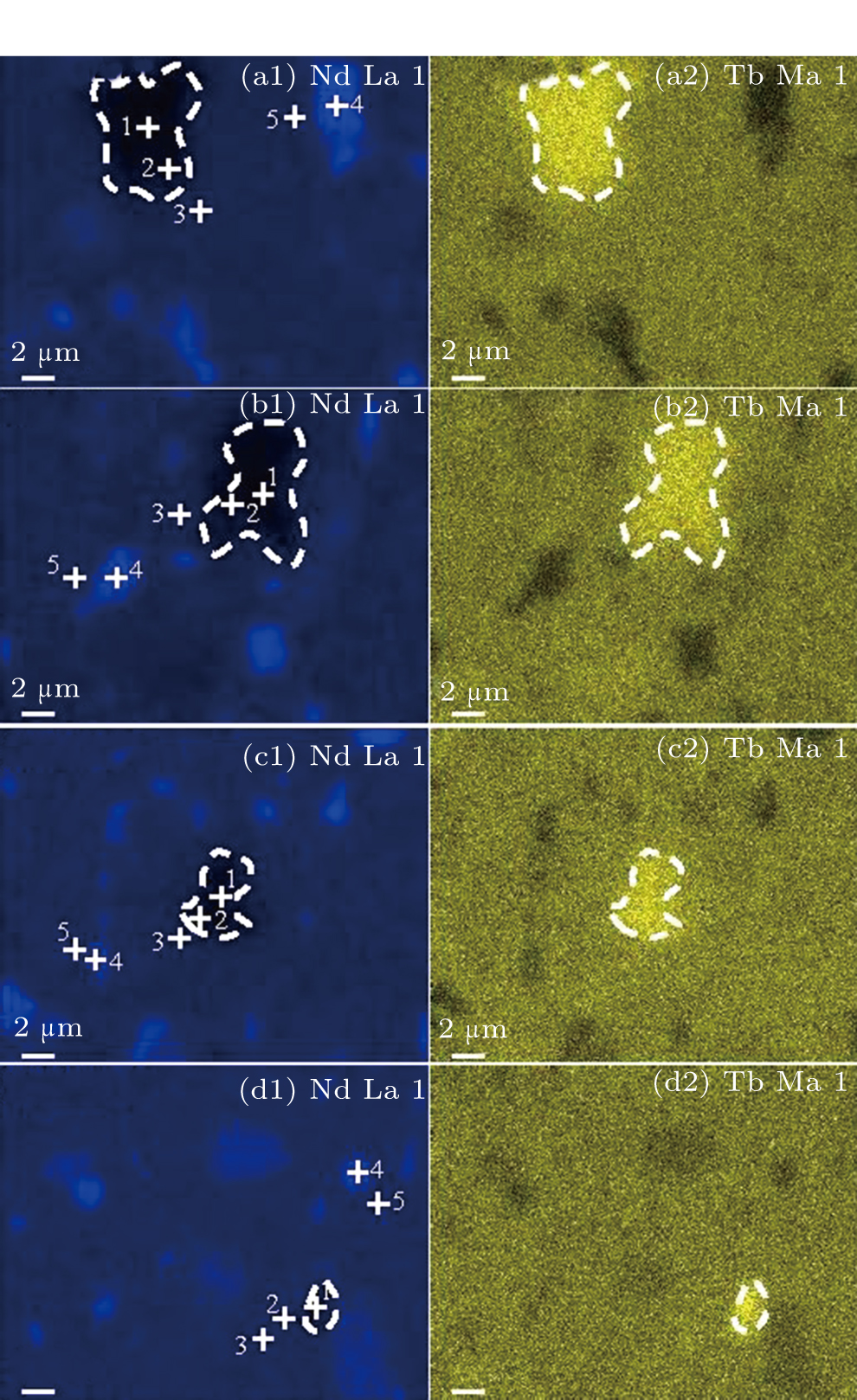
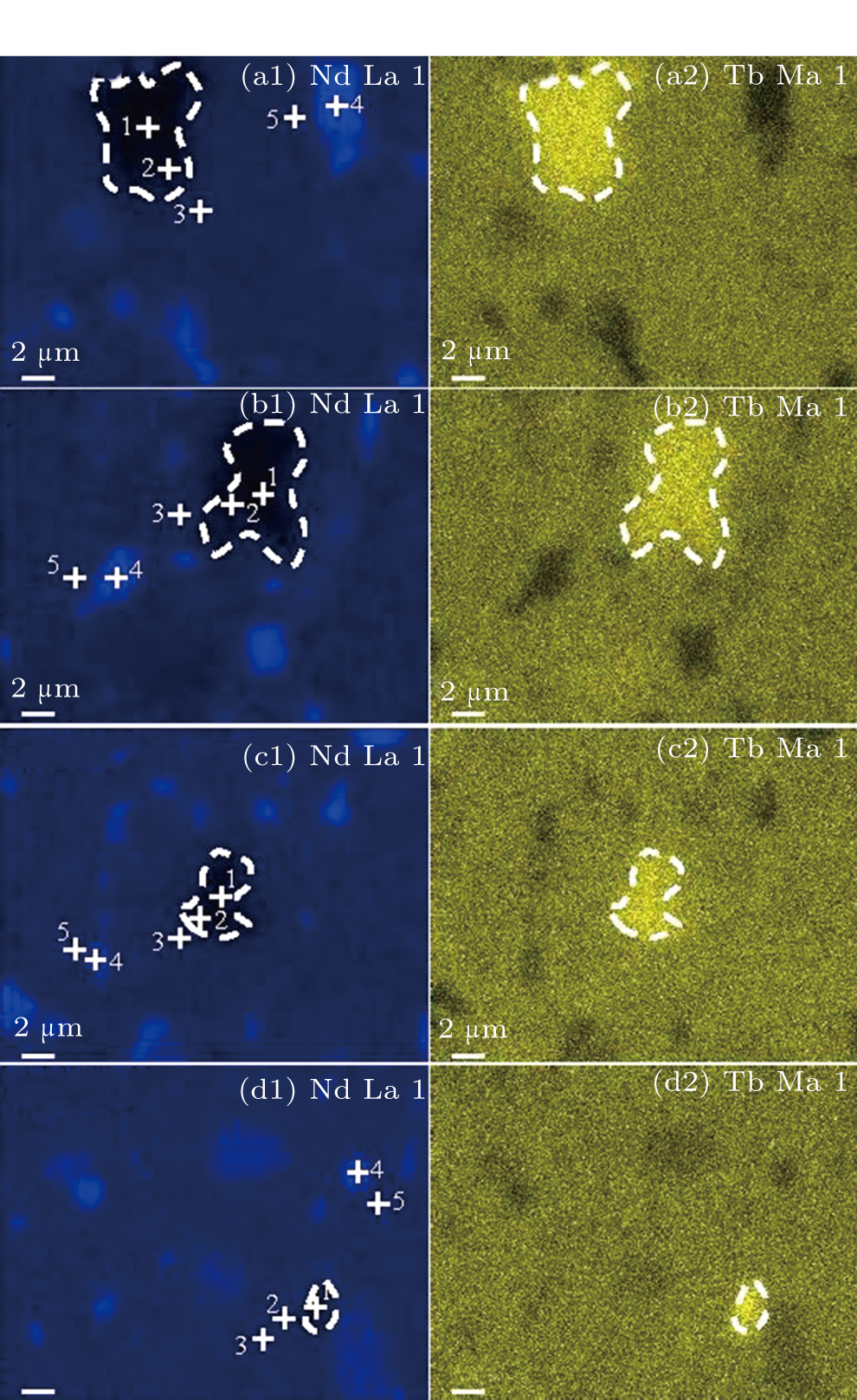 | Fig. 3. Element mappings of Nd and Tb for magnets of (a) Nd13.2Fe80.8B6/Tb17Fe75B8, (b) Nd12.7Fe81.3B6/Tb17Fe75B8, (c) Nd12.2Fe81.8B6/Tb17Fe75B8, and (d) Nd11.7Fe82.3B6/Tb17Fe75B8. |
The element contents were checked by EDS in the dual-main-phase magnets. In Figs.
| Table 1.
The atomic percents of elements for spots 1–5 shown in Fig. |
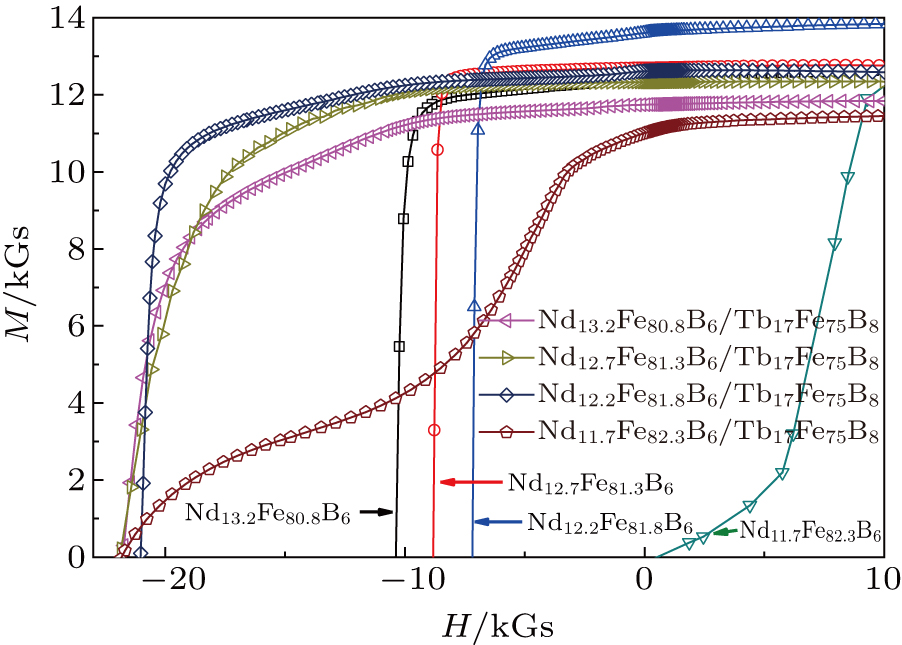
The change in element distributions of Tb and Nd may affect the magnetic properties of the composite magnets. Figure
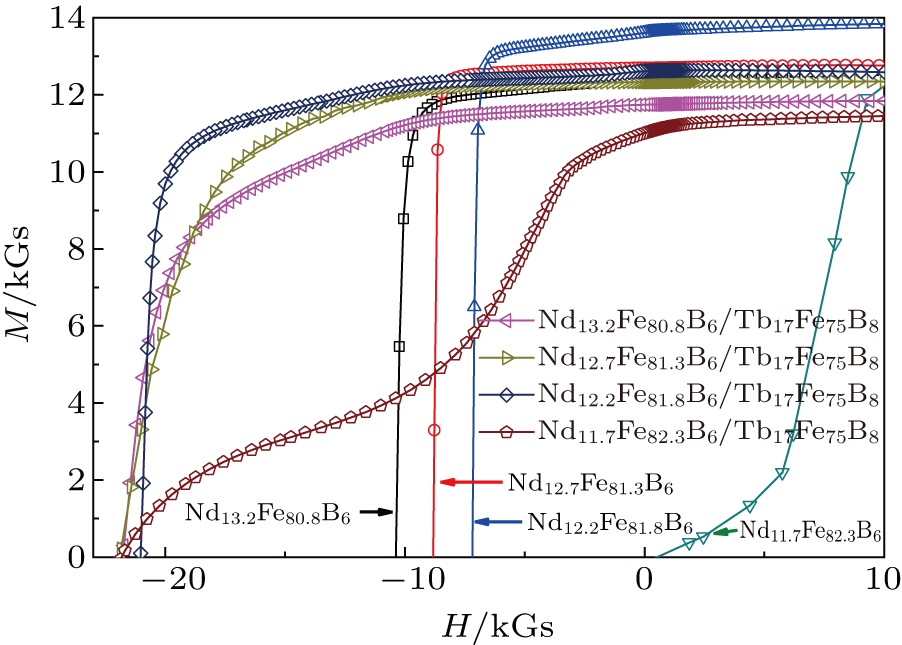 | Fig. 4. The demagnetization curves for the sintered Nd–Fe–B and Nd–Fe–B/Tb–Fe–B magnets. |
| Table 2.
Magnetic properties of the sintered magnets at room temperature. . |
During the high-temperature sintering, the main phase of R2Fe14B is in the solid phase, and the intergranular phase is in the liquid phase due to its low melting point, which is the main path for atomic diffusion. For decreasing Nd content of Nd–Fe–B, the amount of free Nd atoms decreases, giving rise to an increase in the active energy for Nd diffusion. Therefore, Nd atomic diffusion is weakened, and the excess Tb atoms in Tb17Fe75B8 diffuse into the intergranular liquid phase. The increase in Tb content in the intergranular phase would promote the substitution for Nd at the grain boundary to form the (Nd,Tb)2Fe14B phase,[20] leading to an increase in the magnetocrystalline anisotropy at the grain outer-layer; therefore, the nucleation of the reversed domain is improved in the sintered magnets.[21] This may be the main reason why the coercivity is significantly more enhanced in the sintered Nd–Fe–B/Tb–Fe–B magnets for reducing Nd content. For a rather low Nd content in Nd11.7Fe82.3B6/Tb17Fe75B8, the squareness of the demagnetization curve decreases. With the reduction in Nd content from 13.2 at.% to 12.2 at.%, both the remanence and the maximum energy product increase. The increase in remanence should result from the enhanced saturation magnetization due to the increase in Fe content in the alloys with low Nd. Furthermore, the energy product of 39.1 MGOe is the largest in Nd12.2Fe81.8B6/Tb17Fe75B8 magnets with a coercivity of 21.0 kOe. The increase in coercivity of 13.8 kOe in Nd12.2Fe81.8B6/Tb17Fe75B8 (Tb content of about 1.5 at%) is much larger than the increase of 4.1 kOe in conventional R13.5Tb1.5Fe78B7 magnets prepared by adding 1.5 at% Tb directly into Nd–Fe–B;[22] it is also larger than the increase of 8.2 kOe for 4 wt.% Tb addition in (Nd,Pr)–Fe–B.[23] As nanocomposite magnets,[24] the sintered dual-main-phase magnets bear better magnetic properties than the conventional sintered (Nd,Tb)–Fe–B magnets.
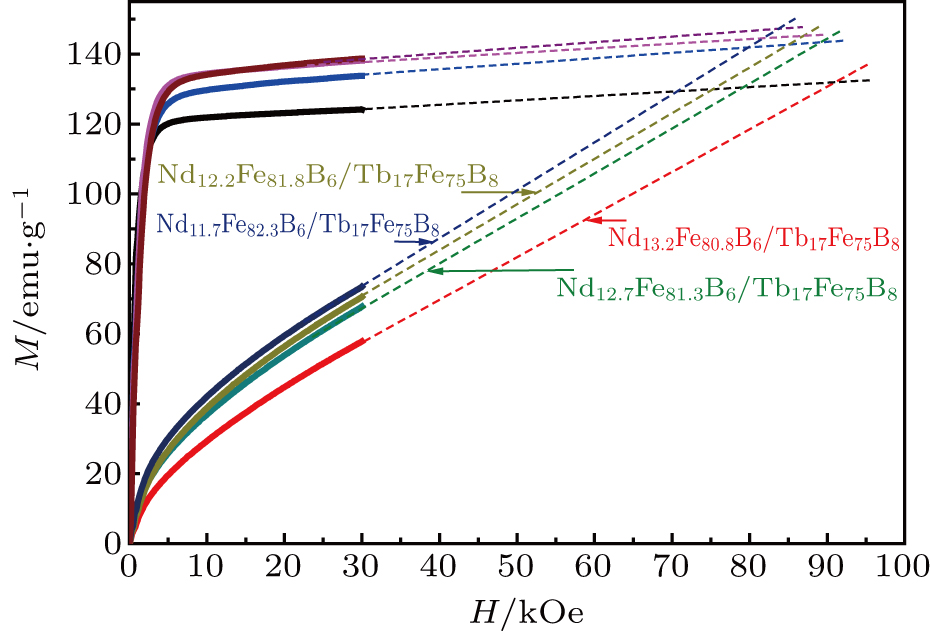
The coercivity originates from the magnetocrystalline anisotropy in R2Fe14B permanent magnets. Figure
 | Fig. 5. The magnetization curves in the directions of easy and hard magnetization axes, and the linear extension of the experimental data up to the intersection. |
4. Conclusion
In summary, the high coercivity is obtained in Nd–Fe–B/Tb–Fe–B composite magnets, and the Nd content in the Nd–Fe–B alloy is varied to regulate the element distribution. For reducing Nd content of the Nd–Fe–B alloy, the content of Tb increases in the intergranular phase, which may promote Tb substitution for Nd, thus leading to a larger increase in the anisotropy at the grain boundary. Therefore, with reducing Nd content, the coercivity, despite decreasing in the conventional Nd–Fe–B magnets, does not decrease in the sintered Nd–Fe–B/Tb–Fe–B composite magnets, and both the remanence and energy product increase. The magnetic properties in the magnets prepared by mixing Nd–Fe–B and Tb–Fe–B powders are better than those of conventional sintered (Nd,Tb)–Fe–B magnets. Further improvement of magnetic properties could be expected in sintered composite magnets by optimizing the atomic diffusion and the microstructure.
Reference
| [1] | |
| [2] | |
| [3] | |
| [4] | |
| [5] | |
| [6] | |
| [7] | |
| [8] | |
| [9] | |
| [10] | |
| [11] | |
| [12] | |
| [13] | |
| [14] | |
| [15] | |
| [16] | |
| [17] | |
| [18] | |
| [19] | |
| [20] | |
| [21] | |
| [22] | |
| [23] | |
| [24] | |
| [25] | |
| [26] | |
| [27] | |
| [28] |