







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Influences of substrate temperature on microstructure and corrosion behavior of APS Ni50Ti25Al25 inter-metallic coating
Cite this Article
Khandanjou Sh, Ghoranneviss M, Saviz Sh, Afshar M Reza. Influences of substrate temperature on microstructure and corrosion behavior of APS Ni50Ti25Al25 inter-metallic coating. Chinese Physics B, 2018, 27(2): 028104 
Permissions
Influences of substrate temperature on microstructure and corrosion behavior of APS Ni50Ti25Al25 inter-metallic coating
† Corresponding author. E-mail:
Abstract
In the present investigation, Ni50Ti25Al25 (at.%) mechanically alloyed powder is deposited on carbon steel substrate. Before the coating process, the substrate is heated to temperature ranging from room temperature to 400 °C. The microstructure, porosity, microhardness, adhesion strength, and corrosion behavior of the coating are investigated at different substrate temperatures. Results show that coating porosity is lower on high temperature surface. Microhardness and adhesion strength of the deposition layer on the substrate without preheating have lower values than with preheating. The polarization test result shows that corrosion performance of the coating is dependent on micro cracks and porosities and the increasing of substrate temperature can improve the quality of coating and corrosion performance.
Keyword:Ni50Ti25Al25 coating;air plasma spray;planetary ball milling;inter-metallic compounds;corrosion resistance
1. Introduction
Ni-based inter-metallic coatings have good anti-corrosion and anti-erosion properties at high temperatures; this explains why the researchers are so interested in this field.[1–6] Many studies have been conducted on Ni–Ti and Ni–Al inter-metallic coatings that indicate the importance of these coatings and their applications in many industries.[7–9] The Ni–Ti coatings are widely used in shape memory applications[10–12] and Ni–Al coatings show good anti-corrosive properties.[13] In many studies, researchers have evaluated various combinations of Al and Ti in Ni-base coatings to improve the properties of coatings.[14,15] But recently in order to improve the mechanical and corrosion properties of the binary systems, the combination of nickel, titanium and aluminum has been presented.[16–18] According to good corrosion resistance of each of these materials in corrosive environments, the coatings by the combination of these materials can be utilized in various industries including, oil and gas, aerospace, automobile, etc. Therefore, different techniques for producing these coatings have been presented. One of the best methods is atmospheric plasma spraying (APS). In this method, there is no limit to the size of piece and the APS technique can deposit many different kinds of materials such as metals, ceramics, polymers cermets and high melting point materials.[19] Many parameters influence the quality of plasma spray coatings such as spray distance, plasma power, gas flow rate, powder feeding rate etc. However, in recent years, just one study has been conducted on the effect of plasma spray power on Ni–Ti–Al coating properties.[20] On the other hand, apart from the parameters mentioned above, the substrate preheating temperature is one of the most important parameters that can affect the mechanical and corrosion properties of coating.[21–23] To our knowledge, the effects of substrate temperature on morphology, mechanical properties and electrochemical polarization properties of plasma sprayed Ni50Ti25Al25 coating have not been reported so far. Therefore, the aim of the present study is to evaluate the effects of substrate preheating on microstructure, micro hardness, adhesion strength and corrosion behavior of Ni50Ti25Al25 intermetallic coatings in detail.
2. Experimental procedure
2.1. Powder feedstock materials preparation
In this article Ni50Ti25Al25 (at.%) powders, were prepared by mechanical alloying method by using a planetary ball mill (home-made) for plasma spraying process. Figure
 | Fig. 1. SEM images of initial powders: (a) Nickel, (b) titanium, and (c) aluminum. |
| Table 1.
Feedstock material specifications. . |
2.2. Thermal plasma spraying system
In the present study, the plasma torch system that was used to deposit Ni50Ti25Al25 (at.%) coating was developed in the Plasma Physics Research Centre. Figure
 | Fig. 2. (color online) Schematic diagram of plasma torch system. |
| Table 2.
Technical specification of APS system. . |
2.3. Feedstock materials and coating characterizations evaluation
Phase compositions of powders and coatings are analyzed by x-ray diffraction (XRD, STADI-MP) with Cu Kα radiation (λ = 1.54056 Å). To evaluate the surface properties of the deposition layer, a scanning electron microscope (SEM, VEGAII TESCAN) equipped with energy dispersive x-ray analysis (EDX) was utilized and the porosity percentage of coating was calculated by using image analysis software (ImageJ).
2.4. Mechanical properties measurement
In this research, Vickers microhardness testing device, (BUEHLER) was used to measure the microhardness values of coatings, according to the ISO/IEC17025 standard. Applied force was 500 grf for 10 s–15 s. For each sample, hardness test was performed five times on the polished cross section surfaces and the average of the results was recorded. Also, the microhardness values of samples in the substrate-coating interface were evaluated.
In addition, the adhesion strengths of coatings are measured by pull-off device (DEFELESCO) at three different points and their average was reported as the adhesion strength of each coating.
2.5. Tafel polarization test
In this research, the electrochemical polarization test was used to investigate the corrosion behaviour of the coating. Test results are recorded at room temperature using an electro-chemical apparatus consisting of a platinum coil as the counter-electrode and calomel reference electrode in 3.5 wt% sodium chloride solution (NaCl), using an EG & G potentiostat (model 273 A). The test was started after 1-hour immersion with 1-mV/s scan rate. The corrosion potentials (Ecorr) and corrosion current density (icorr) were obtained with the aid of ‘Cview’ software.
3. Results and discussion
3.1. Microstructure analyses of Ni50Ti25Al25 powders at different times of mechanically alloying
The quality of plasma sprayed coating is influenced by the size and structure of the feedstock powder material.[24] Figure
 | Fig. 3. XRD pattern of feedstock powder particles at milling times of (a) 2 h, (b) 4 h, (c) 8 h, and (d) 16 h. |
The SEM of feedstock particles after planetary milling is presented in Fig.
 | Fig. 4. SEM images of powder particles at milling times of ((a), (b)) 2 h, ((c), (d)) 4 h, ((e), (f)) 8 h, and ((g), (h)) 16 h. |
3.2. Microstructure analyses of APS Ni50Ti25Al25 coatings
Figure
 | Fig. 5. XRD patterns of coatings at substrate temperatures of (a) room temperature, (b) 200 °C, and (c) 400 °C. |
Figure
 | Fig. 6. (color online) SEM cross section images of deposition layers at substrate temperatures of ((a), (b)) room temperature, ((c), (d)) 200 °C, and ((e), (f)) 400 °C. |
3.3. Microhardness and adhesion strength measurement
One of the important mechanical properties of coating is microhardness. In all the coatings, inter-metallic phase greatly affects the microhardness of coating. In this research, it is found that with substrate temperature increasing from 200 °C to 400 °C, the microhardness value increases from 304 HV to 444 HV and the microhardness of coating without preheating is less, about 283 HV. This is due to higher flattening, less porosity and higher number of inter-metallic phases in the coatings with high substrate temperature.
Another important mechanical property of the coating is adhesion strength. As mentioned previously, when the temperature of the substrate increases, the wettability increases and this provides an excellent weld between the particles and substrate surface, thereby resulting in better adhesion between impacting particles and the substrate. So, with substrate temperature changing from room temperature to 200 °C and 400 °C, the adhesion strength increases from 13.7 MPa to 18.5 MPa and 20.4 MPa, respectively. Studies show that as the substrate temperature increases, the coated particles become disk shaped. In contrast, at low substrate temperature, the coated particles are irregular. Disk splats provide better substrate-coating adhesion strengths than irregular splats.[23]
In this study, for better observing the adhesion between coating and substrate, interfacial indentation test is used. A square-based pyramidal-shaped diamond indenter is used at the interface between the substrate and surface. The load of the indenter is similar to the microhardness test for coating layer (500 grf). This experiment also shows the APS coating with 400 °C preheating temperature, and records the best adhesion. Figure
 | Fig. 7. Vickers test traces in the coating-substrate interface at substrate temperatures of (a) room temperature, (b) 200 °C, and (c) 400 °C. |
3.4. Corrosion behavior of coating
The electrochemical polarization behaviors of the coatings and substrate are presented in Fig.
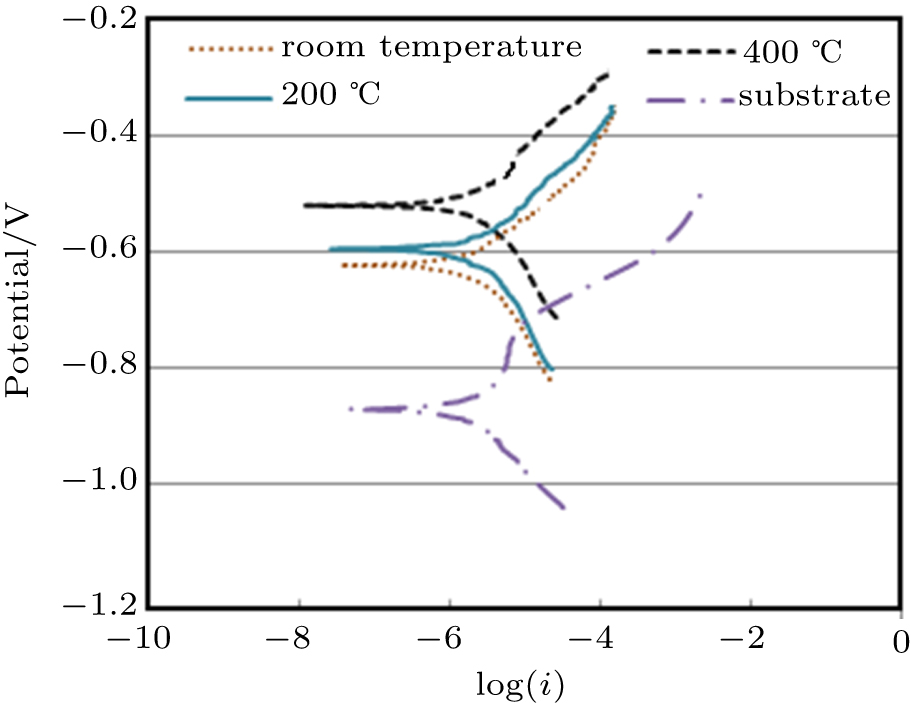 | Fig. 8. (color online) Tafel polarization plots of coating and carbon steel substrate. |
| Table 3.
Technical specification of APS system. . |
4. Conclusions
(i) The XRD results show that in the Ni–Ti–Al powders mechanically alloyed for 16 h, no inter-metallic phase is formed. But APS coating by mechanically alloying powder for 2 h, involves inter-metallic phases such as Ni3(Ti, Al), Ni2TiAl, and TiO.
(ii) With increasing the temperature of substrate, coating exhibits a homogeneous structure with low porosity in the cross-section of coating due to the wettability increasing and better mechanical anchorage of particles.
(iii) Microhardness and adhesion strength evaluation show that the higher melting fraction of particles causes the less porous coating to form. So, the coating with 400 °C substrate temperature presents the best mechanical properties because of disk shape of coated particles. Disk splats provide better contact and better substrate-coating adhesion strength.
(iv) Electrochemical polarization analysis shows higher corrosion resistance of Ni50Ti25Al25 coating by increasing the substrate preheating temperature due to low porosity and better coating–substrate adhesion without micro cracks.
Reference
| [1] | |
| [2] | |
| [3] | |
| [4] | |
| [5] | |
| [6] | |
| [7] | |
| [8] | |
| [9] | |
| [10] | |
| [11] | |
| [12] | |
| [13] | |
| [14] | |
| [15] | |
| [16] | |
| [17] | |
| [18] | |
| [19] | |
| [20] | |
| [21] | |
| [22] | |
| [23] | |
| [24] | |
| [25] | |
| [26] | |
| [27] | |
| [28] | |
| [29] | |
| [30] |