{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Low power consumption 4-channel variable optical attenuator array based on planar lightwave circuit technique
Cite this Article
Ren Mei-Zhen, Zhang Jia-Shun, An Jun-Ming, Wang Yue, Wang Liang-Liang, Li Jian-Guang, Wu Yuan-Da, Yin XiaoJie, Hu Xiong-Wei. Low power consumption 4-channel variable optical attenuator array based on planar lightwave circuit technique. Chinese Physics B, 2017, 26(7): 074221 
Permissions
Low power consumption 4-channel variable optical attenuator array based on planar lightwave circuit technique
† Corresponding author. E-mail:
Project supported by the National High Technology Research and Development Program of China (Grant No. 2015AA016902) and the National Nature Science Foundation of China (Grant Nos. 61435013, 61405188, and 61627820).
Abstract
The power consumption of a variable optical attenuator (VOA) array based on a silica planar lightwave circuit was investigated. The thermal field profile of the device was optimized using the finite-element analysis. The simulation results showed that the power consumption reduces as the depth of the heat-insulating grooves is deeper, the up-cladding is thinner, the down-cladding is thicker, and the width of the cladding ridge is narrower. The materials component and thickness of the electrodes were also optimized to guarantee the driving voltage under 5 V. The power consumption was successfully reduced to as low as 155 mW at an attenuation of 30 dB in the experiment.
Keyword:variable optical attenuator;planar lightwave circuit;low power consumption;thermal simulation
1. Introduction
A variable optical attenuator (VOA) is used for gain equalization in dynamic channel-power and wavelength-division multiplexed cross-connect nodes[1,2] in telecommunication applications. Among all kinds of VOAs that have been invented,[3–6] a silica-based planar lightwave circuit (PLC) is an advantageous platform of integrating various photonic devices,[7,8] such as coupler based devices, arrayed-waveguide grating (AWG) multiplexers,[9,10] and thermo-optic switches. This optical integration drastically reduces both device size and assembly cost by eliminating the need for interconnecting fibers between individual circuits.[11] Unfortunately, high power consumption due to the low thermo-optic coefficient of silica[12] has affected the wide applications of the PLC-VOA. The power consumption of PLC-VOA reported in the former paper was mostly greater than 200 mW.[11,13] But in ROADM[14] and multi-channel V-AWG,[15] it is required that the power consumption of the VOA should be less than 150 mW. Although the VOA based on SOI has a very low power consumption, it has a larger coupling loss when coupled with an optical fiber.
Generally speaking, the problem of large power consumption in PLC-VOA can be solved by forming heat-insulating grooves beside both sides of the waveguide. These grooves can serve as a heat insulator and reduce the power consumption because air has much smaller thermal conductivity than SiO
In this paper, we use the finite-element analysis to simulate the thermal distribution of the structure under the guidance of these methods and further optimize the performance of the VOA. Besides, in the practical application, the driving voltage is an important parameter and should be lower than 5 V in general. We could optimize the thickness and materials of the electrode.
2. Thermal simulations of the PLC-VOA
where 


where 



So the needed temperature difference is 16 °C.
where X is the penetration thickness, 






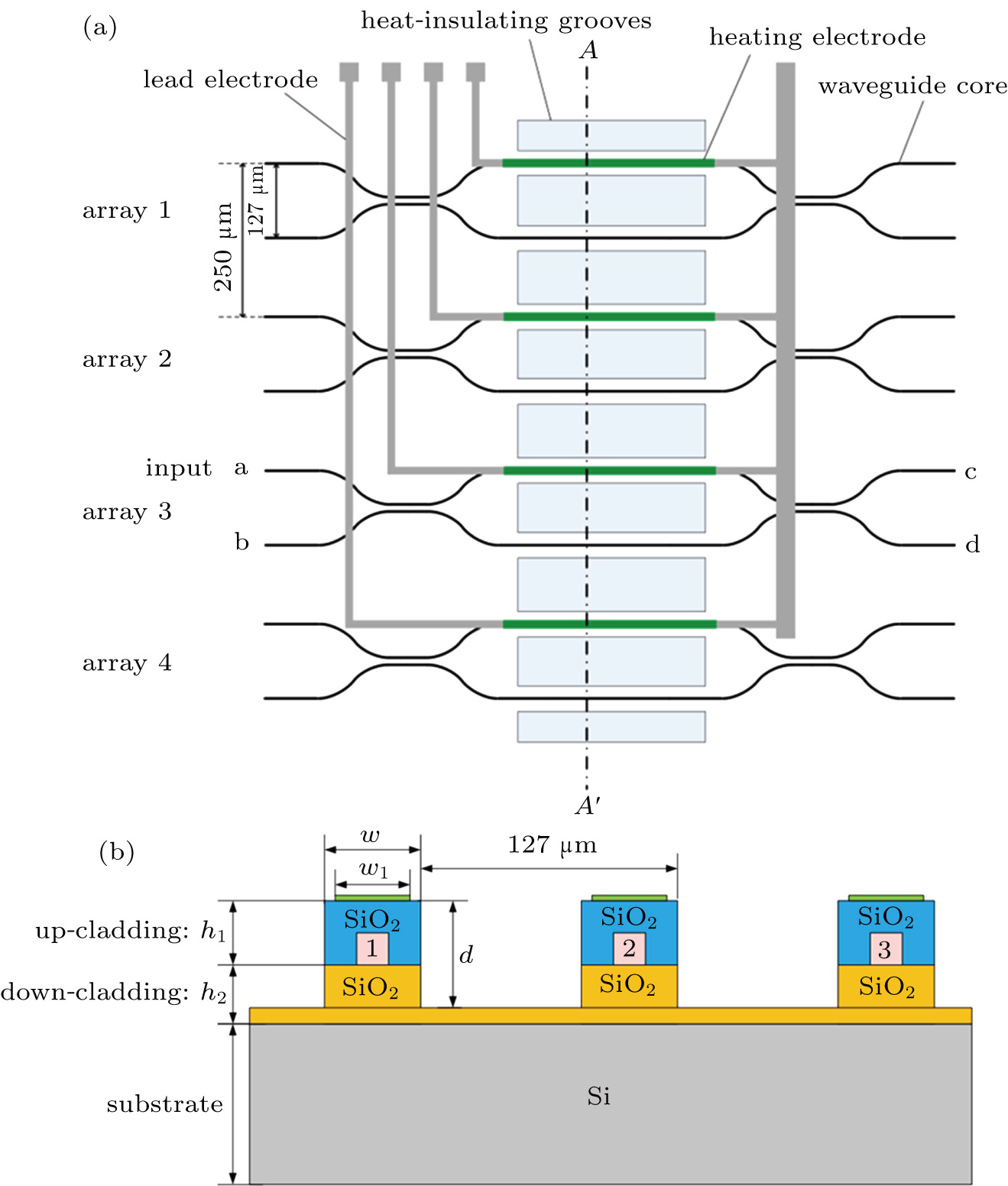
A schematic configuration of the conventional 4-channel PLC-VOA array is illustrated in Fig.
 |
 |
In order to establish the model of thermal analysis, the cross-sectional view of the PLC-VOA is shown in Fig. 









 |
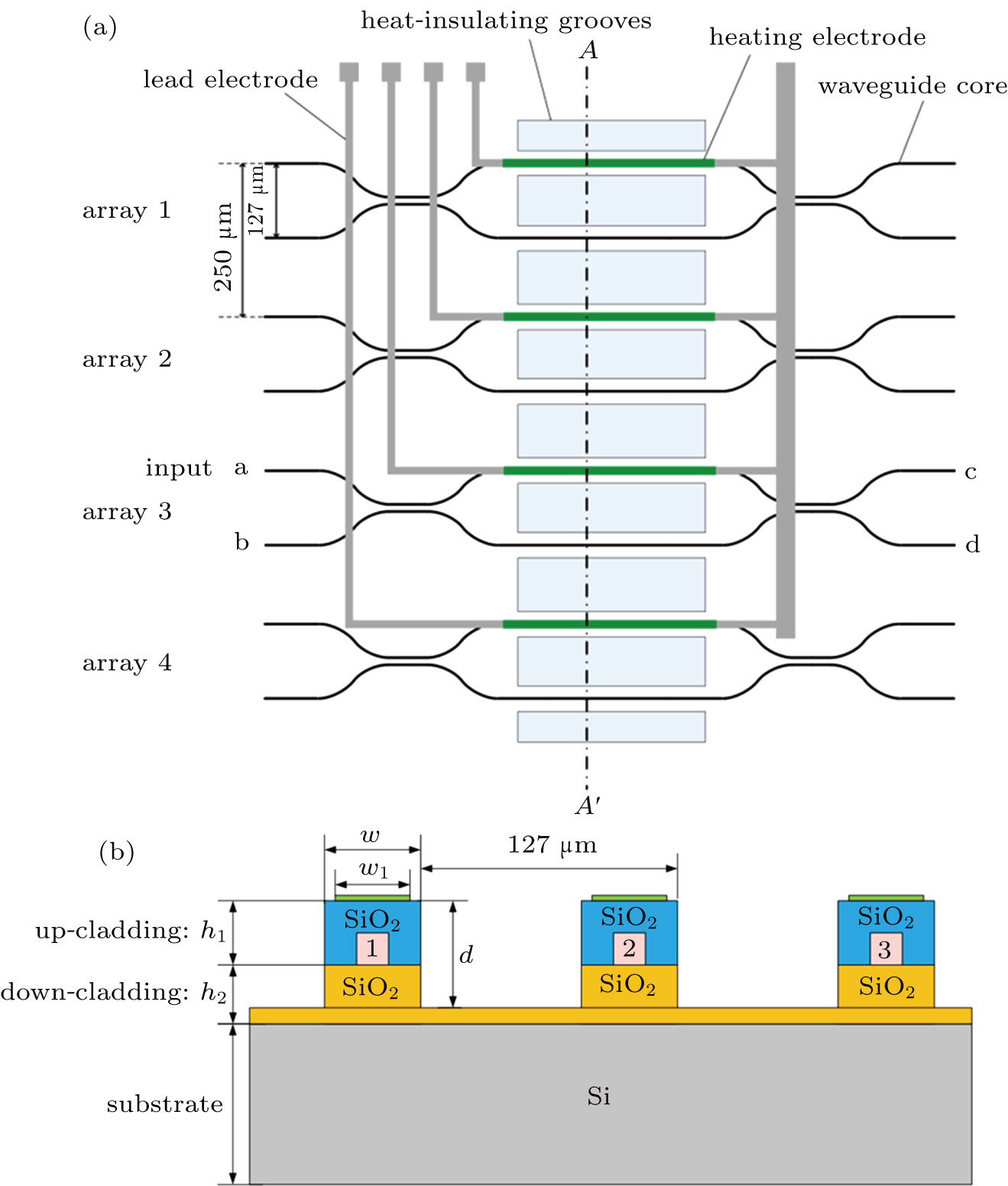 | Fig. 1. (color online) (a) Schematic configuration of 4-channel PLC-VOA: the green part is the heating electrode and the gray part is the lead electrode. (b) Cross-sectional view of the device along the line A– |
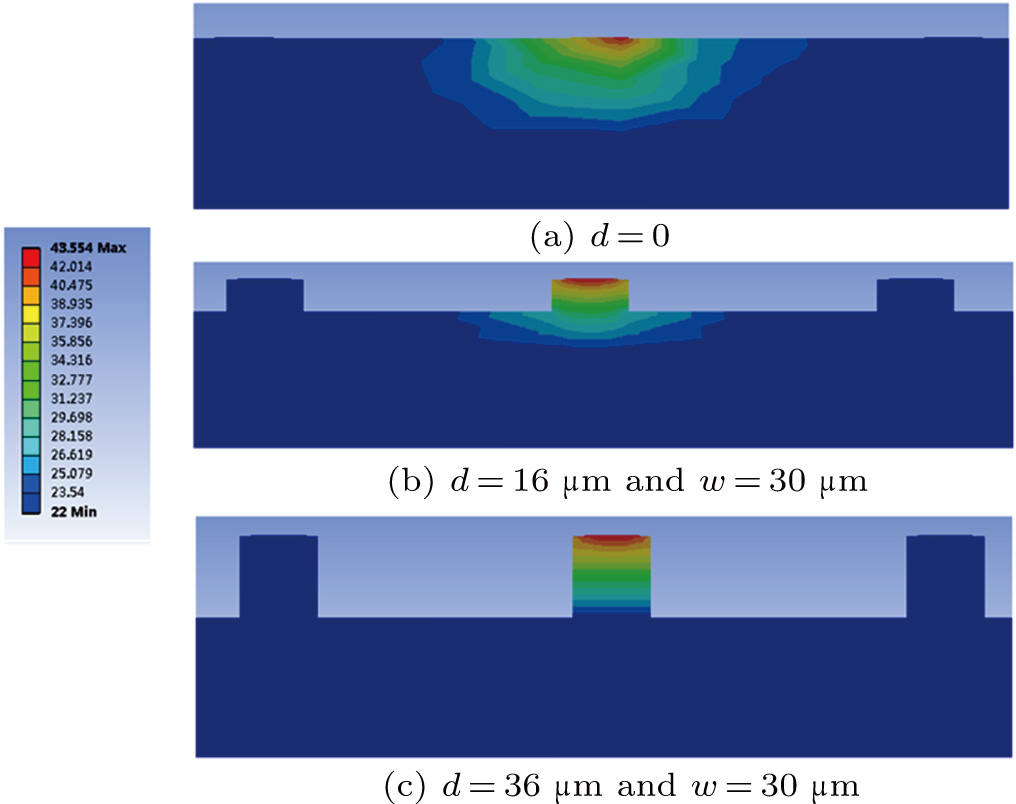
During the analysis, the back surface of the silicon wafer is set at the room temperature (22 °C). The heat flow in the finite-element analysis is supplied to core 2. The thermal field distribution is shown in Fig. 

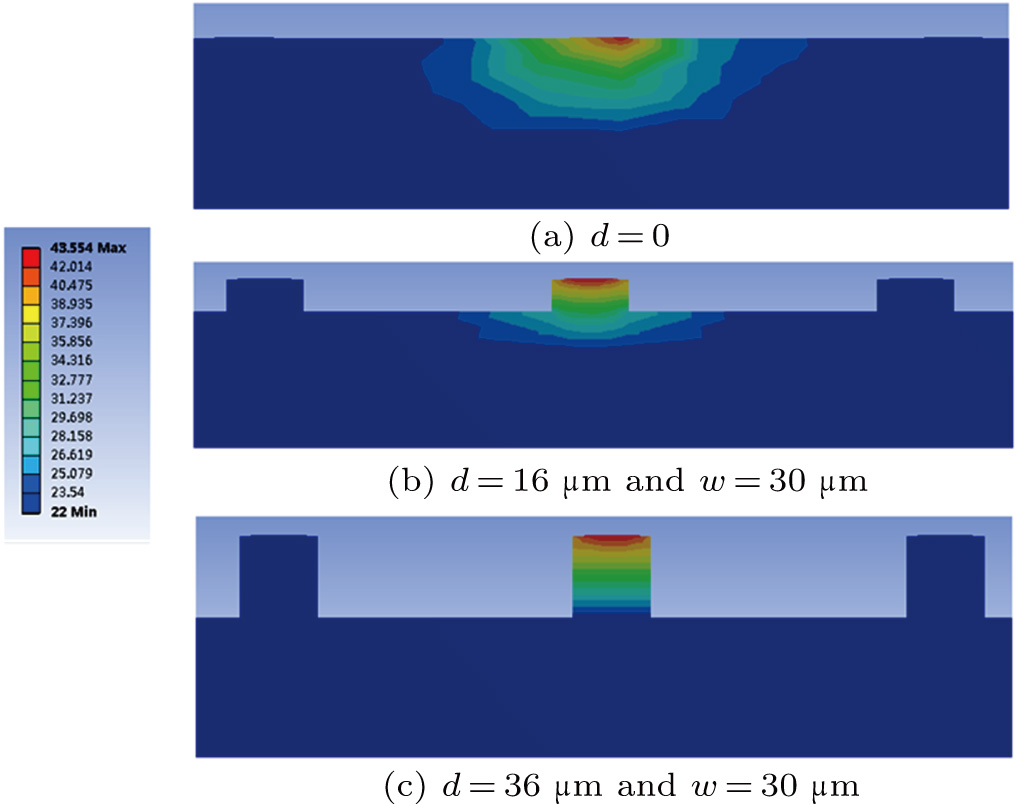 | Fig. 2. (color online) Cross-sectional view of the thermal field distribution when the power is 150 mW. |
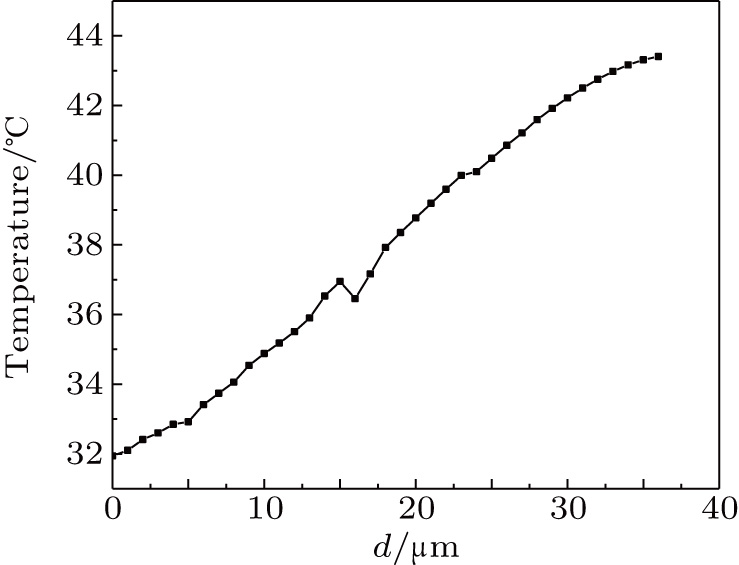
Firstly, we consider the influence of the etching depth d on 




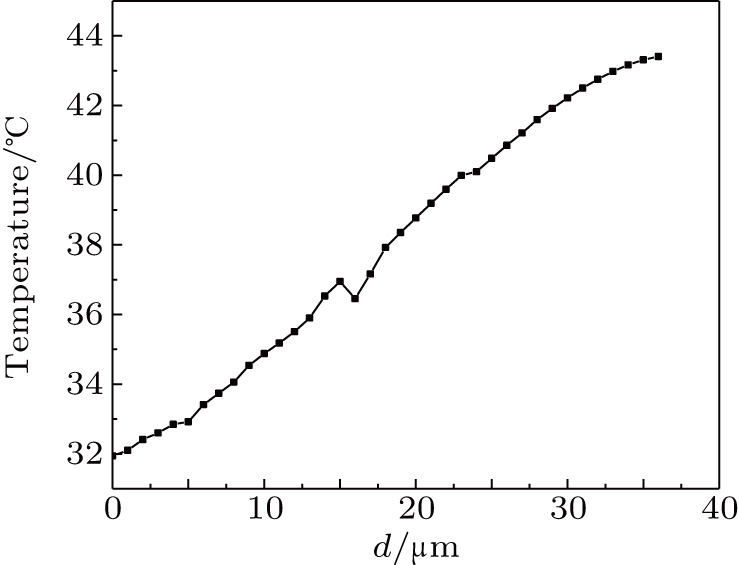 | Fig. 3. The simulated temperature of core 2 versus the depth of the grooves when the power is 150 mW. |
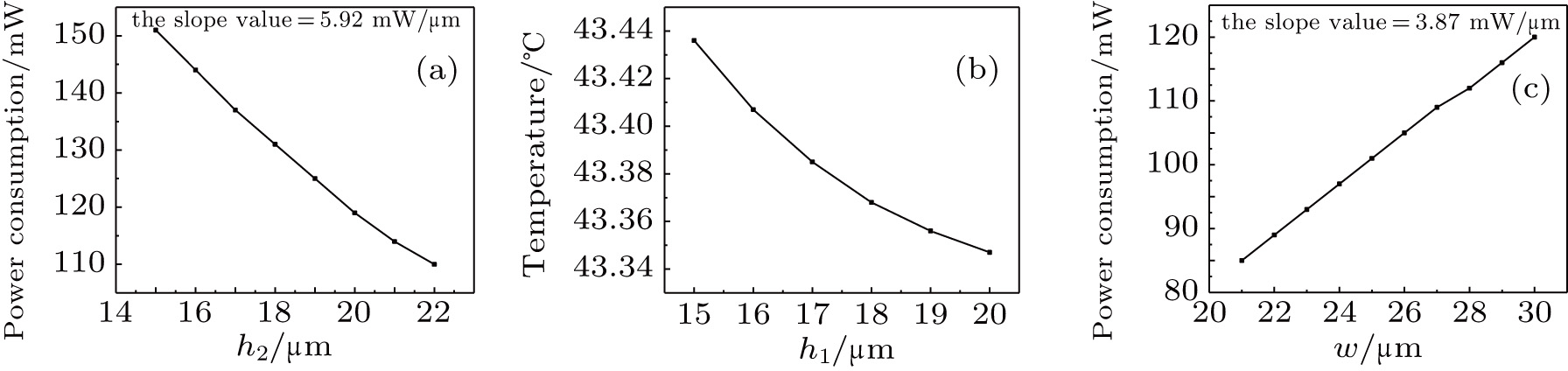
Secondly, we consider the influence of 



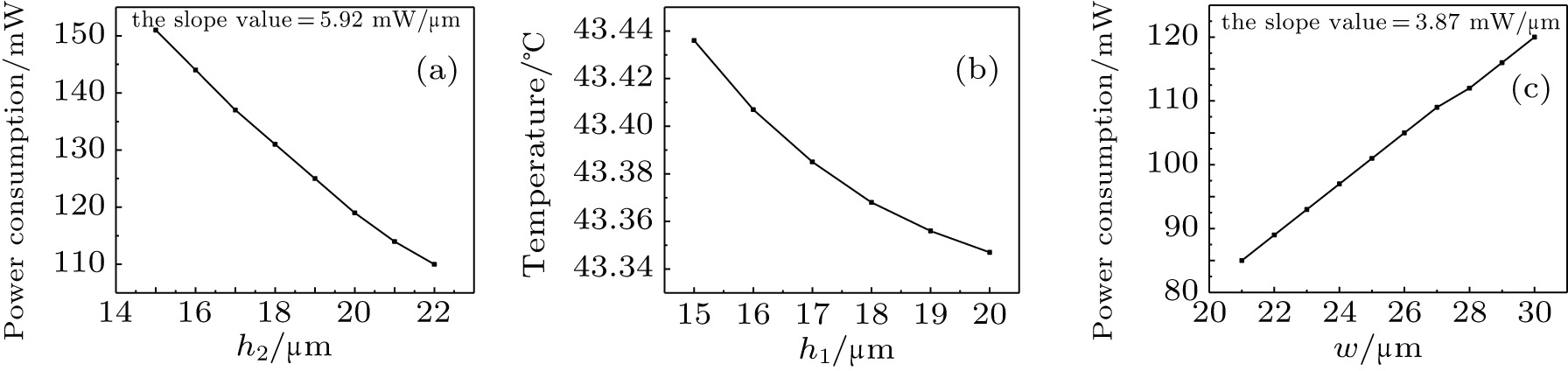 | Fig. 4. The simulation results: (a) the power consumption versus the thickness of down-cladding   |
Thirdly, we consider the influence of 






The minimum cladding thickness can be calculated by the Goos-Hanchendisplacement formula
 |
Finally, we consider the influence of w on the power consumption, where 

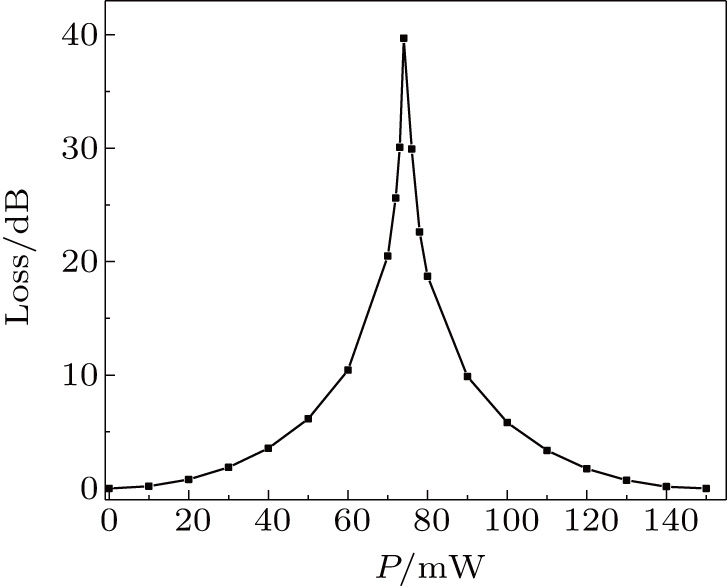
According to the above discussion, the structure that has the lowest power consumption should have up-cladding thickness 16 μm, down-cladding thickness 22 μm, and cladding ridge width 21 μm. Based on the above parameters, we give the simulation result of insertion loss versus power consumption, as shown in Fig. 
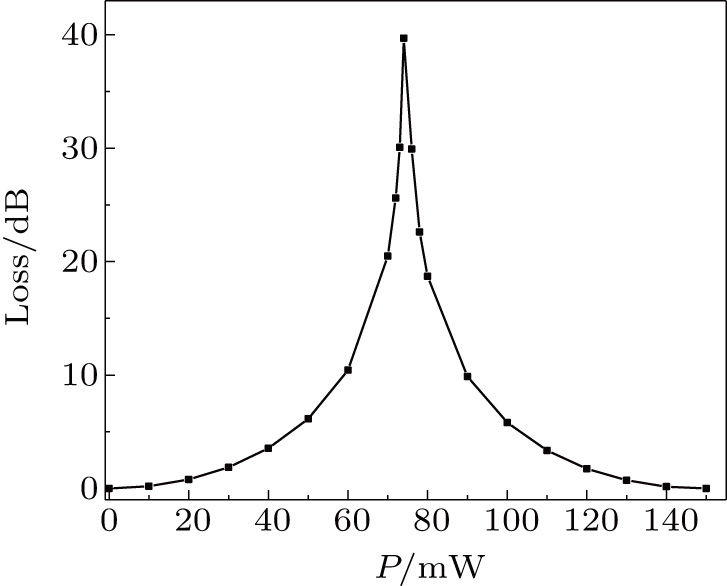 | Fig. 5. The simulated insertion loss versus power consumption. |
In addition, the influence of the driving voltage should also be considered. We assume that the power consumption is 150 mW and the driving voltage is 5 V, then the resistance of the heating electrode should be 166 



3. Experimental results and discussion
We fabricated a 4-channel silica-based VOA array based on the results above. The silica-based waveguides were fabricated by a combination of thermal oxidation, PECVD, photolithography, and reactive ion etching. The heating and lead electrodes were formed on the waveguide by magnetron sputtering. The geometry of the waveguide is as follows: 



The resistances of the heating and the lead electrodes are approximately 140 



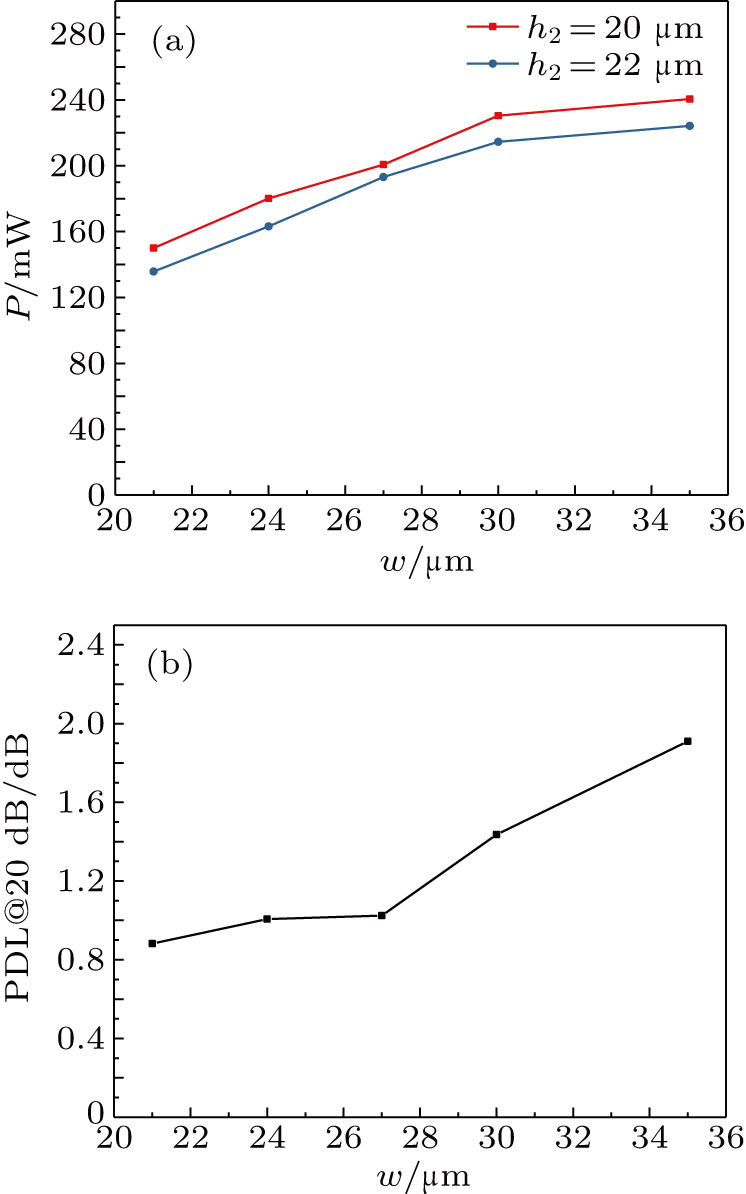
 | Fig. 6. (color online) Experimental results: (a) power consumption at an attenuation of 30 dB versus w, (b) PDL at an attenuation of 20 dB versus w. |
Figure
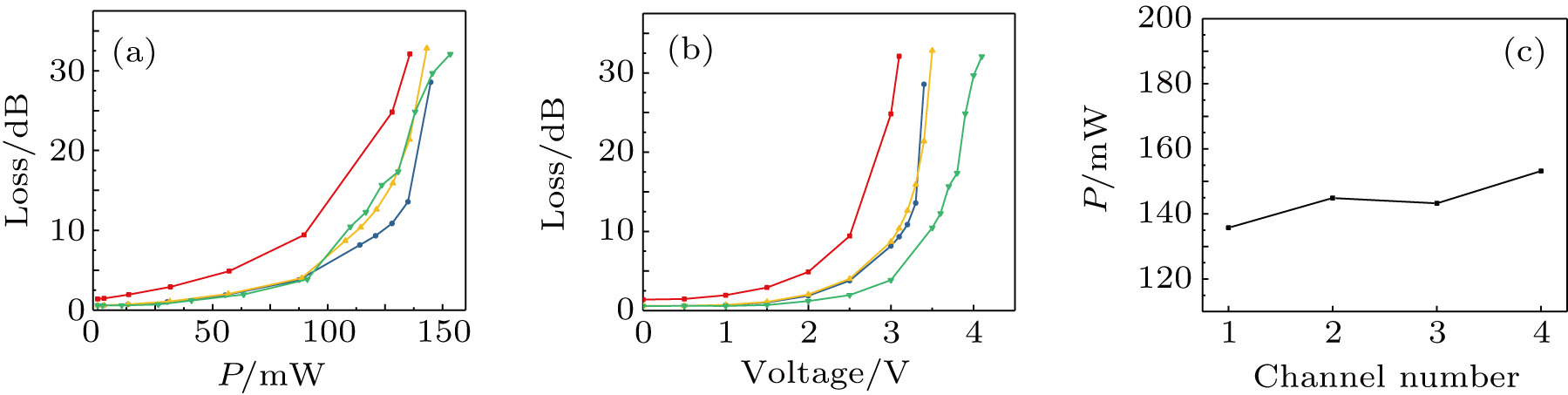
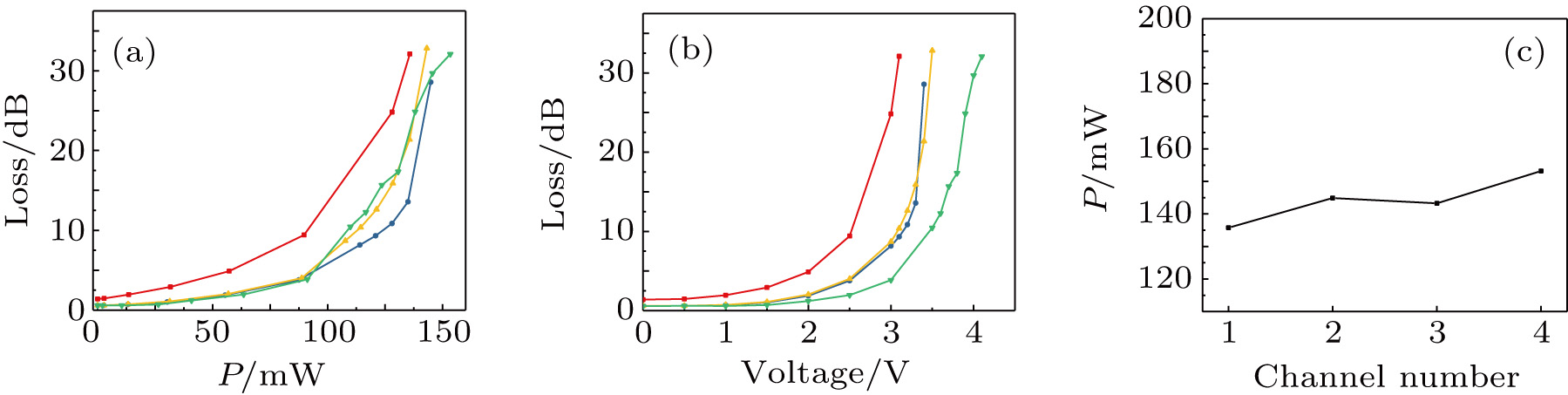 | Fig. 7. (color online) Fabricated 4-channel variable optical attenuator array when w is 21 μm: (a) insertion loss versus applied electrical power, (b) insertion loss versus applied voltage, (c) power consumption at an attenuation of 30 dB over 4 channels. |
4. Conclusion
We have analyzed the factors that influence the power consumption and the driving voltage of PLC-VOA by simulating the thermal field profile. The results show that the power consumption reduces as the depth of the heat-insulating grooves is deeper, the up-cladding is thinner, the down-cladding is thicker, and the width of the cladding ridge is narrower. Finally, we developed a low power consumption 4-channel VOA array with a power consumption less than 155 mW and a driving voltage less than 5 V. With this new VOA, it is possible to satisfy the demand in telecommunication applications. In addition, this allows a high density of VOAs to be combined. This will be important to highly integrated devices with other functional circuits and promote the industrialization of VOA.
Reference
| [1] | |
| [2] | |
| [3] | |
| [4] | |
| [5] | |
| [6] | |
| [7] | |
| [8] | |
| [9] | |
| [10] | |
| [11] | |
| [12] | |
| [13] | |
| [14] | |
| [15] | |
| [16] |