










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
GaN substrate and GaN homo-epitaxy for LEDs: Progress and challenges*
[Wu Jie-Jun, Wang Kun, Yu Tong-Jun† , Zhang Guo-Yi]
, Zhang Guo-Yi]
, Zhang Guo-Yi]
|
|


†Corresponding author. E-mail: tongjun@pku.edu.cn
*Project supported by the National High Technology Research and Development Program of China (Grant No. 2014AA032605), the National Key Basic Research and Development Program of China (Grant Nos. 2012CB619304 and 2011CB301904), and the National Natural Science Foundation of China (Grant Nos. 61376012, 61474003, and 61327801).
After a brief review on the progresses in GaN substrates by ammonothermal method and Na-flux method and hydride vapor phase epitaxy (HVPE) technology, our research results of growing GaN thick layer by a gas flow-modulated HVPE, removing the GaN layer through an efficient self-separation process from sapphire substrate, and modifying the uniformity of multiple wafer growth are presented. The effects of surface morphology and defect behaviors on the GaN homo-epitaxial growth on free standing substrate are also discussed, and followed by the advances of LEDs on GaN substrates and prospects of their applications in solid state lighting.
Last year, Isamu Akasaki, Hiroshi Amano, and Shuji Nakamura were rewarded by the Nobel Prize in Physics for inventing a new energy-efficient and environment-friendly light source: the blue light-emitting diode (LED). Although red and green LEDs have been used for almost half a century, blue light remained a challenge for three decades untill Akasaki and Nakamura obtained bright blue light beam from GaN-based semiconductor devices. Subsequently, great improvement of III-nitride materials was achieved in the crystal growth technologies, and practical applications were realized, focusing on LEDs and laser diodes (LDs). The luminous efficacy of white light emitting diode (LED) driven at 350 mA has been reported as high as 303 lm/W by Cree Co. Ltd.[1] And blue laser diodes (LDs) have also been used in the digital video disc (DVD) products by the companies of Matsushita, Hitachi, and SONY. The Nobel Prize announced that “ Incandescent light bulbs had hit the 20th century; the 21st century will be lit by LED lamps” .
However, the full potential of III-nitride optoelectronic devices has been limited by the demerits due to hetero-epitaxial growth on foreign substrates, although their commercialization is being rapidly developed and the achievements are very exciting to the community. Lattice mismatch, thermal expansion coefficient mismatch, and chemical incompatibility between GaN and substrates usually lead to high-dislocation density, mosaic crystal structure, biaxial stress, and wafer bonding. Development of various growth technologies such as epitaxial lateral overgrowth (ELO), low temperature buffer, and interlayer could lower the dislocation density to the mid 107 cm− 2, but excellent device performance, particularly for high current density, long lifetime, and high power/voltage, requires GaN even of a lower defect density. The native GaN substrate and homo-epitaxy on it could solve this difficulty, which is expected to realize not only a low defect density, but also provide better vertical electrical and thermal conductivity. Luminescence device structures on GaN substrates could overcome the difficulties in light emitting efficiency of “ green valley” and droop under large injection current density. Thick and high quality GaN layers on GaN substrate can be applied in a vertical structure electronic devices, such as HFET with higher breakdown voltage than those on SiC.[2] In great demand of device applications, GaN substrate has attracted a lot of research interests since mid of 1990s. Presenting a striking contrast to classical semiconductors like silicon and gallium arsenide, the elaboration of GaN single crystals has been a big challenge during these last 20 years.
Due to the high covalence of GaN (binding energy of the GaN bond ∼ 9.12 eV/atom), the decomposition pressure (PM) at the melting point (TF ∼ 2500 ° C)[3] is extremely high (∼ 4.5 GPa).[4] For pressures below PM, GaN does not melt but decomposes. Therefore, standard melt-growth methods such as the Czochralski and Bridgman methods cannot be applied to grow GaN. However, there are considerable interest and researching efforts to change this situation. Several methods, including the high pressure nitrogen solution (HPNS) growth, hydride vapor phase epitaxy (HVPE), the Na-flux method, and ammonothermal crystal growth, are researched and developed to deliver a GaN native substrate. In these methods, the HNPS method relies on direct reaction between gallium and nitrogen at a high-temperature (1400 ° C– 1500 ° C) and high-pressure (1 GPa– 2 GPa).[5] Supersaturation, achieved by inducing a temperature gradient along the liquid gallium containment vessel, can drive to crystalize the small GaN platelets. The optimum size of the obtained crystals through this process was limited to 10 mm– 12 mm. The full widths at half-maximum (FWHM) of (0004) XRD rocking curves is about 20 arcsec– 30 arcsec for crystals up to 3 mm in diameter. Undoped crystals exhibit high n-type conductivity with a free electron concentration of 5× 1019 cm− 3, and a mobility of about 60 cm2· V− 1· s− 1 at room temperature.[6] Compared with other methods, the HPNS method can produce very high-quality “ truly” bulk GaN crystal except its small crystal size. Moreover, stringent experimental conditions (ultrahigh temperature and pressure) and oxygen contamination limit its application. Therefore, developments of HVPE, ammonothermal and Na-flux methods become more attractive, which demonstrate ability to produce relative large bulk crystals, in shaped of boules with diameter of 2 inch (1 inch = 2.54 cm) and thickness up to several millimeters.
As mentioned above, homo-epitaxy growth on GaN substrates is expected to be the most reasonable way to realize high performance of optoelectronic devices, which should no longer suffer from high density dislocation-induced form hetero-epitaxy, complicated structure to overcome the disadvantages brought by the low electrical and thermal conductivity of substrate such as sapphire. The research of UCSB’ s group reported the excellent performances of LEDs with high quantum efficiencies over 70%, [7] and the value of EQE as 56% at extremely high injection current density of 1000 A/cm2, [8] presents the top level of nitride LEDs and strongly promote the efforts in improving the technology of epitaxy growth on GaN. However, despite the good results of UCSB’ s LEDs, devices on GaN substrate usually show a poor performance compared with the ones on sapphire, Si, and SiC. Lack of GaN substrate makes the researches on homo-epitaxy be not sufficient, even be considered to be not necessary for the common device such as LEDs. One more thing should be noted that GaN commercially available mostly grown on non-native substrate by non-equilibrium method, the effect of residual strain, surface morphology, and the behaviors of defect are much different from the situations in III– V compound semiconductors. Although epitaxy on GaN substrate is believed to be the key technology for commercialized blue lasers, few report referred to the details of growth technology.
In this paper, we like to focus on the progress of GaN substrate mainly grown by ammonothermal, Na-flux, and HVPE methods, and the homo-epitaxy of GaN on GaN substrate for optoelectronics devices. In addition to the recent achievements in growth rate and sizes of GaN substrates by ammonothermal and Na flux, the details of GaN free standing substrate manufacture based on a gas flow modulated HVPE on sapphire substrate will be presented, including the strain and defect control in thick layer growth and self-separation process, and multi wafer uniformity improvement. The effect of surface morphology and dislocation behaviors of GaN substrate on the subsequently epitaxial growth will also be discussed, and followed by the review of advances in LEDs on GaN substrates and prospects of their applications in solid state lighting.
The ammonothermal process is a solvothermal process that allows the solubilization of polycrystalline in supercritical ammonia under high pressure by utilizing a mineralizer. In the middle of the 1990’ s, Dwilinski et al.[9, 10] studied the ammonothermal synthesis of GaN, which was then called the Ammono method. The growth temperature was 500 ° C and the pressure is in the range of 400 MPa– 500 MPa. They firstly obtained GaN needles with a maximum size of 25 μ m after 72 h. In order to synthesize larger size crystal, an autoclave with temperature gradient composed of a growth zone (the lower part in Fig. 1) and a feeding zone (the upper part in Fig. 1) was applied. Ammonia (NH3) forms metastable products with the solute. Under proper conditions, ammonia is in a supercritical state characterized by enhanced chemical reactivity and transport properties. The insufficient solubility of GaN remains for the Ammono growth. Thus, mineralizers are used to increase the solubility of GaN in the nutrients. Several ammonothermal methods have been developed by adding different kinds of mineralizers, leading to crystallization mechanisms with respective advantages and disadvantages. Till now the mineralizers are generally divided into three groups: basic mineralizer with adding 

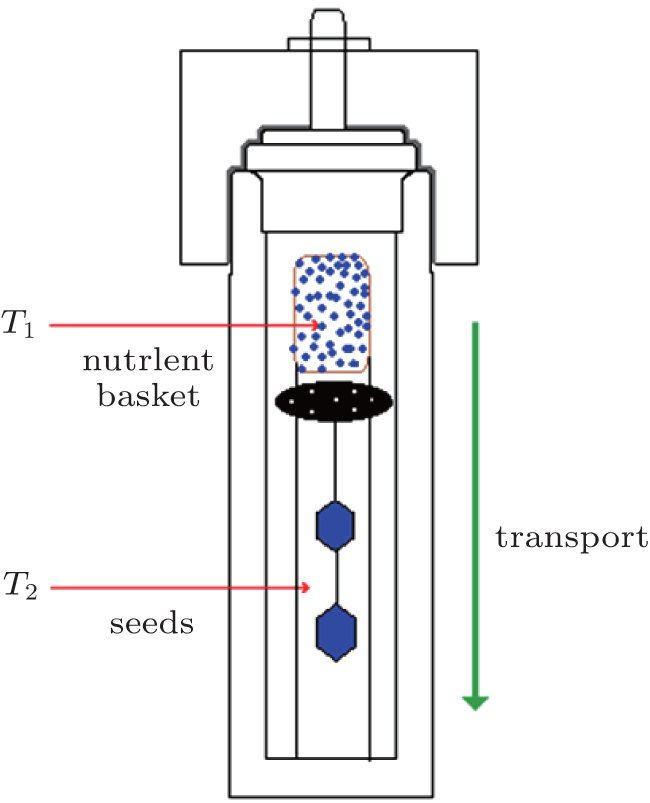 | Fig. 1. Schematic diagram of autoclave for ammonothermal growth of GaN. |
 | Fig. 2. Photographs of 1-inch and 1.5-inch wafers by the basic ammonothermal method.[17] |
Therefore, ammonothermal method arises a great interest of the community for the high quality GaN grown at a near equillibruim state realized at a relatively low temerature and a resonable pressure. Large-size wafer growth and multiple seeded growths in a single run also make this technique on the up rise for its advantage of scalability and potential of low cost. It should also be well developed to face several arduous chanllenges. The first one is very low growth rate. The maximum value is 40 μ m/h reported by Soraa.[18] The transparancy also should be improved to meet the need of LED production. The yellowish coloring decreases the luminescence efficiency for the reason of optical absorption.
The Na-flux method was firstly introduced for GaN crystal growth by Yamane in Tohoku University at the end of the 1990s, [19] and has been actively studied by Mori at Osaka University to realize the practical application in bulk GaN production.[20– 24] Basically it is a method of crystallization from solution. A premixed Ga– Na melt is used as the starting material in which sodium acts as a catalyst for the dissociation of nitrogen molecules, drastically reducing the required pressure. The crystal is grown at a temperature of 600 ° C– 800 ° C and pressure of 5 MPa– 10 MPa with a rNa ratio between 0.2 and 0.8. The nitrogen reacts with the flux sodium-gallium combination to saturate the solution and cause the crystal to grain. The advantages of this method are mostly related to the reduced pressure and temperature, compared with HPNS. But this technique still leads to smaller GaN crystals — prisms or platelets — with a few millimeters in size.[25] In order to solve this problem, Kawamura et al.[19] modified the Na-flux method to grow on 2-inch GaN template. In this case, growth rate up to 20 μ m/h was attained, and a boule with a thickness of 3 mm was fabricated.[22]
One big problem confining Na-flux method is the generation of polycrystals near the gas– liquid interface. Once polycrystals are generated, dissolved nitrogen is more consumed by growth of polycrystals, rather than liquid epitaxial GaN on substrate. A combination of mechanical stirring, thermal convection and the addition of carbon can markedly suppress the generation of polycrystals.[22] Recently, a new low-pressure solution growth at Tg= 900 ° C– 1020 ° C was developed by using a different chemical solution.[26] A growth rate of 1 μ m/h was reported on MOCVD-GaN template up to 3-inch in diameter. The other method, which can be grown at nearly atmospheric pressure and temperature of 800 ° C, was developed by using a varied chemical solvent.[27]
In summary, growth of GaN crystal by the Na-flux method is realized at rather moderate temperature and pressures. Owing to relatively high growth rate, this method has the requisite potential for mass production. However, sodium is very reactive and must be used in controlled conditions. Moreover, Na has to be of very high purity or else the size and the crystalline quality advantages of the resulting crystals would diminish to a large extent.
Hydride vapor phase epitaxy (HVPE) is a very old growth technolgy, which is widely used in the film growth in silicon and GaAs industry. When HVPE method is considered to apply for the III-nitride, it is quickly found that this method is a highly practical method to obtain GaN thick layers, due to a relatively high growth rate (usually greater than 100 μ m/h) and a possibility to crystallize high-purity material. HVPE growth of GaN is performed on a foreign substrate (such as sapphire) through the reaction of ammonia with gallium chloride at a temperature of about 1000 ° C. After removing the foreign substrates, it can serve as quasi-bulk substrates named as freestanding (FS) GaN substrate. FS-GaN substrates represent a good intermediate step towards truly native substrate. However, separation GaN from the foreign substrate without breakage is very challenging for large area wafers. And even after removal of the foreign substrate, the HVPE-GaN wafers are highly stressed and strongly bowed. The radius typically below 10 m of crystallographic planes for 2-inch GaN on sapphire substrates, decreases the compatibility in most device processes. The dislocation density around 106 cm− 2 is not satisfied. Even though with these insufficiencies, among all bulk growth methods developed today, HVPE is still the most promising technique, due to its more favorable growth conditions combined with the high growth rate. It determines the growth process to be also cost-effective.
Here we will focus on the approaches developed in our lab for improving the quality of GaN thick layer by HVPE on sapphire and completeness after removing the non-native substrate. It is important to note that the growth processes are completely different for growth of thin film with thickness up to 50 μ m, thick films in the range of 100 μ m– 2000 μ m and boule growth with thickness more than several millimeters.
For growth of thick film (> 100 μ m), some critical problems must be carefully solved, such as the residual-strain-induced cracks, bowing and high density dislocations. In order to reduce the dislocation density and the mismatched strain, ELOG technique was widely used in HVPE. Crack-free thick HVPE GaN layers with 300 μ m– 500 μ m were demonstrated by using ELOG on 2-inch sapphire[28] and on GaAs substrates. Alternatives of W, [29] SiN, [30] and WSiN[31] masks instead of SiO2, have been applied. The other techniques by inserting a voids[32] or nanorods[33] layer have been used to increase the crack-free thickness. They are also helpful for separating GaN thick layer. However, both ELOG and nanorods inserting make the processes complicated and challenging.
To develop a technique potentially applicable to mass production, a simple growth procedure effective in reducing defect density and residual strain of thick GaN layer is the first step. After a systematical investigation on the influence of the key factors including reactor geometry, growth temperature, flow rate, carrier gases, buffer structures, and modification by new design of multi-layer nozzle structure, a mirror like, colorless and high quality HVPE-GaN layer was obtained.[34] For thick GaN layer growth in the vertical HVPE equipment shown in Fig. 3(a), gas-flow modulation alternatively was found to be good in realizing high quality GaN with less residual strain. All the samples were grown on 2 μ m– 3 μ m GaN thin layer by MOCVD. HCl gas was reacted with metal Ga source to form GaCl gas as III source. NH3 gas was used as V element to react with GaCl to form GaN at 1050 ° C. The pressure is about 300 Torr (1 Torr = 1.33322× 102 Pa) with a mixture gas of hydrogen and nitrogen. Ammonia flew in a pulse pace so that the V/III ratio changed periodically as sketched in Fig. 3(b), [35] in which 20-s long pulses of the NH3 flow rate modulated between 0.7 slm and 1.5 slm were transported alternately into HVPE reactor.
 | Fig. 3. Schematic drawings of (a) vertical type HVPE system; (b) pulsed flow modulation method, in which 20-s long pulses of the NH3 flow was modulated between high and low flow rate periodically.[35] |
With such pulsed gas flow modulation method called PFM method hereafter, a 2-inch 300-μ m thick GaN film with mirror like and smooth surface was obtained, as shown in Fig. 4(a). The atomic force microscopy (AFM) image of the surface (10 μ m × 10 μ m) in Fig. 4(b) showed surface roughness of 0.35 nm. Well defined steps and terraces indicating a step-flow growth mode can be observed in the whole wafer. Few step terminations observed over scanned area of 3 μ m× 3 μ m represent a low density of threading dislocation. Detailed investigations revealed the mechanism of growing GaN thick layer during PFM processes is related to the change of growth mode as schematically drown in Fig. 4(c). The high NH3 flow rate usually gives rise to a high vertical growth rate and a typically rough surface of GaN layer, marked as state I. The rough surface could be helpful to release the stress in GaN film. GaN layer grown in the state II with low NH3 flow rate should be dominated by a process of lateral growth, during which coalesce of the rough columnar structures happens and the surface becomes smooth.[36] With these two growth states repeat alternately, the stain release and surface rehabilitation work periodically, so that stress could hardly be accumulated and high crystal quality and crack-free GaN epilayers succeed with the thickness over 300 μ m. The effect of flow rate on the lateral and vertical growth processes should be closely related to the perturbation of the diffuse distance of active atoms coursed by the variation of growth conditions.[36, 37] As the growth mechanism sketched in Fig. 5, the numbers of active N atoms will affect the diffuse length of Ga atoms, and lateral growth rate changes as a result. In the case of the high NH3 flow rate, much more active N atoms near the surface and Ga atom easily trapped by active N atoms, should lead to a high vertical growth rate forming column structure and high dislocation density. When GaN grow at a low NH3 flow rate, diffusive distance of Ga atom becomes longer with the condition of lacking active N atoms near the surface. The lateral growth is highly promoted and the surface becomes smooth.
 | Fig. 4. (a) The photo of 300-μ m thick GaN without crack grown on sapphire substrate by PFM method and (b) the AFM image of relatively GaN thick layer over 3 μ m × 3 μ m scanned area, (c) schematic diagram of the growth mechanism for thick GaN layer using PFM method.[35] |
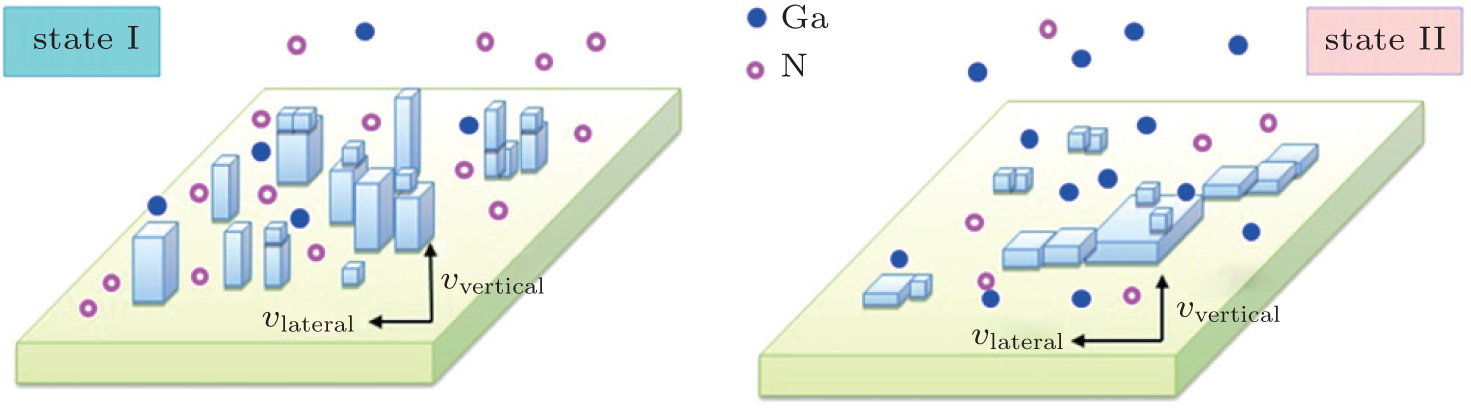 | Fig. 5. Schematic diagrams of growth mode changes in the two states in PFM method, solid circles represent Ga atoms and hollow circles represent active N atoms.[35] |
Although FS-GaN substrate produced by HVPE represents a good intermediate step towards truly native substrate, it has been great challenging in removing the foreign substrate without breakage. The separation of thick GaN layer from substrate could be performed by a proper process according to the type of substrate used and the nucleation scheme. The former way for substrate removal is a chemical etching in case of using GaAs or LiGaO2 as a substrate. Sumitomo Electric Industries Ltd, successfully manufactured 6-inch free-standing GaN wafer and removing it from GaAs substrate.[38] But it is not easy to grow GaN on GaAs substrate, and few companies grow GaN layer in such a way. More popular technique was called the laser lift-off (LLO) process using pulsed UV lasers. As laser irradiating through sapphire substrate, a thin layer of GaN near the interface absorbs the energy of laser and decomposes to metallic Ga and nitrogen gas effusion, and GaN layer is separated from substrate. This method succeeded in the manufacture process of Lumilog Ltd.[39] The other approaches were developed with a special buffer or a weak interface region to help separation. A good example is the void-assisted separation acted by sputtered TiN, which allows crack-free 3-inch FS-GaN substrate be fabricated in Hitachi Cable.[32]
Several self-separation techniques were developed to obtain freestanding GaN substrates in our lab. The first one is pre-laser-lift-off (pre-LLO) self-separation method, in which low-energy laser irradiation is used to weaken the connection between MOCVD-GaN thin layer and sapphire before the growth of thick GaN layer, and self-separation happens during the temperature descent process after HVPE growth. By using pre-LLO method, it is easy to realize the self-removing of sapphire and get large size GaN blocks. The second one is NH3 flow rate abruptly shutting self-separation method. NH3 flow is suddenly closed for a short time during the growth at high temperature, GaN will decompose and form a layer with voids. Such embedded void layer leads to self-separation from sapphire in the cooling process. A large size of GaN substrate was produced by this method. Unfortunately, we could not obtain 2-inch free standing GaN till by both the methods, partly due to the complexity of process and hardness to control. The other two self-separation methods include sapphire surface chemical pre-treatment and pre-thermal treatment, respectively. The 2-inch FS-GaN substrates have been obtained by both methods.
The details of process steps of the chemical pre-treatment method were shown in Fig. 6(a), in which the surface of sapphire is pre-treated in a special solution for 10 min before MOCVD growth and the buffer conditions were carefully optimized in MOCVD growth to make sure its decomposition happens either during the HVPE growth or the cooling process after growth. The separation of 2-inch wafer is complete. When checking the surface of sapphire, no micrographic character of GaN was observed on the left sapphire surface (Fig. 6(c)), while no GaN peak was found in the CL spectrum (shown in Fig. 6(d)), which means that self-separation took place at the GaN/sapphire interface. Additionally, the separation happened at the HT-growth stage and the surface of the left sapphire and the back surface of GaN wafer was smooth, so strain should not be most important one among the several possible mechanisms causing self-separation by the chemically pre-treatment method. According to our research, the self-separation might be related with decomposition of the buffer in the growth in the chemically pre-treatment method. In our case, a crack cross over one side of 2-inch wafer was observed, with obviously growth edge shown as the arrow showing in Figs. 6(b) and 6(c). The growth edge proved that cracking happened in the HT-growth stage due to edge effects. If cracking took place in the cooling down stage, crack edge should be very sharp and no growth edge can be seen as a result. This method provides an option to fabricate crack free 2-inch FS-GaN substrates, although the successful rate is still quilt low.
 | Fig. 6. (a) Schematic picture of the self-separation mechanism of the surface pre-treatment method, in which the special buffer will decompose during the HT-growth process leading to self-separation; (b) Self-separated system of GaN layer on the left sapphire substrate; (c) Large size of free-standing GaN substrate with some dark growth edge, indicating separation took place during the HT-growth process; (d) the left sapphire substrate with mirror surface, the insert showed the relatively CL spectrum without GaN peak, indicating there was no GaN left on the removed sapphire and separation took place at the interface. |
The pre-thermal treatment of sapphire substrate also supplies great possibility for simple and efficient way to realize self-separation of GaN thick layer. A thermal treatment of sapphire substrate at a higher temperature (1200 ° C– 1500 ° C in our experiment) than growth temperature for several hours before GaN deposition by MOCVD, may bring about a change of residual strain to benefit to the thick layer growth and separation. The process steps were shown according to the order of numbers in Figs. 7(a) and 7(b). The growth condition of MO-buffer must be adjusted. When the sample was taken out from the reactor and put in a room temperature (RT) environment, GaN layer begins to peel from sapphire substrate. The round delamination crack started at the wafer edge and propagated into the center of wafer in several seconds.
A 2-inch FS-GaN produced by the sapphire pre-thermal treatment method is shown in Figs. 7(c) and 7(d). The strong GaN peak in CL spectrum was observed on the left sapphire as illustrated in Fig. 7(e), indicating that separation took place inside the GaN layer, not along the interface. From the delamination path confirmed by cross-sectional images, it is clear that the separation began at the wafer edge, after propagating along the interface for about 200 μ m, kinked out of the interface and into the interior of the GaN about 5 mm– 6 mm, turned back to the parallel plane to the interface. At last, round boundary aggregated into the central point of the wafer, which led to the completely removing of 2-inch wafer. The schematic diagram of delamination path was shown in Fig. 7(b).
Based on a thick film/substrate bilayer stress model, the shear stress exists in the interface near the edge. This shear stress and thermal mismatch-induced stress become the driving force of the delamination at the edge. The details of models will be published elsewhere. It was clearly shown that this self-separation originated from high mismatch stress in thick film/substrate bilayers. The film thickness, crystal quality of GaN, and strain status of sapphire substrate, are the key factors influencing the separation process. The proper film thickness was about 400 μ m– 600 μ m in our experiments. Thinner film will not be strong enough to drive delamination completely to wafer center, as well as thicker one allows the stresses accumulate more than it can sustain. It is found that crystal quality to some extent also influence the separation process. In the bilayer of GaN and sapphire of low quality, crack more easily happens perpendicular to interface.
 | Fig. 7. (a) Growth procedure in an order of the numbers for the sapphire pre-h-treatment method; (b) Delamination of self-separation caused by the large thermal mismatch stress and the edge shear stress; (c) Self-separated GaN layer on sapphire substrate; (d) 2-inch free-standing GaN substrate; (e) sapphire substrate with non-mirror surface on top after GaN layer removal, and (e) the CL spectrum from the sapphire surface after separation, strong GaN peak indicating GaN film remained as the proof of part of separation path inside the GaN layer.[40] |
With well optimized process of pretreatment and HVPE growth, 2-inch GaN substrates have been obtained. The full width of half maximum (FWHM) values are about 110, 140, and 194 arcsec for (002), (102), and (100) peaks when thickness is 300 μ m– 400 μ m. When thickness is increased to 1.2 mm, higher crystal quality is obtained, as the FWHM values becomes to be 110, 72, and 83 arcsec for (002), (102), and (100) reflections, respectively. The dislocation density of the FS-GaN is estimated as 3.2× 106 cm− 2 evaluated by the etching pit density.
Despite the great successful fabrication of FS-GaN substrate using HVPE, the mass production still meet large problem due to the low productivity especially for the single-wafer reactor mostly used in HVPE system. Developing multi-wafer HVPE system is proved to be an effective way.[41] Unlike the mature multi-wafer MOCVD system, multi-wafer HVPE system is just at beginning stage and thickness uniformity is the main obstacle. In order to satisfy the demands of mass production and separation, multi-film uniformity must be less than ± 5% for the whole wafer. Furthermore, few reports referred to multi-wafer HVPE reactor. Dmitriev et al. disclosed a complicated HVPE multi-wafer apparatus and the standard thickness deviation among 2-inch wafers was about 10%.[42] Therefore, researches on improving uniformity among the multi-wafers grown larger reactor is necessary, especially for developing substrates of 4 inch wafer or above.
 | Fig. 8. Schematic diagrams of the location of three wafers (red dashed line circles) on the substrate holder and their thick film ribbons (blue area) variations [(a)– (c)] and their relatively measured thickness distribution mapping for one wafer [(d)– (f)] grown under different ID gas flow rate of 8 slm [(a) and (d)], 11 slm [(b) and (e)], and 14.6 slm [(c) and (f)]. Schematic illustration of ID-PMG method (g) and thickness mapping of GaN layer for one of three wafers grown by ID-PMG method (h).[43] |
Based on the silmulation of temperature distribution, partial pressures and gas-flow rate by using fluence software, it is found that the distribution of growth rate mainly determined by the distribution of NH3 concentration matching to the one of GaCl3, therefore the thickness distribution showed a pattarn of ribbon and can be modulated by changing the gas-flow rates and mixed area as seen in Figs. 8(a)– 8(c). In our experiments, an inner dilution (ID) gas was induced between NHs gas and GaCl gas channels by designing a new structure of nozzle. The measurement results of actual thickness mapping, as shown in Figs. 8(d)– 8(f), proved that the partly thick ribbon moved from one edge to the other edge when increasing ID gas flow rate (Figs. 8(a)– 8(c)). However, the best value of thickness uniformity was still bad as ± 15.4% for ID gas of 11 slm and cannot satisfy the demands of mass production. A new growth method, named ID gas periodically modulated growth (ID-PMG) method, [43] was applied to growth GaN thick layer, by utilizing the partly thick ribbon property and their moving rule with ID gas. In ID-PMG method, ID gas flow rate is periodically adjusted with the growth time between 8 slm and 14.6 slm, as schematically shown in Fig. 8(g). If ID gas is changed periodically, the thickness distribution varies accordingly. The thick ribbon areas overlap and form a uniform film as a result like what in Fig. 8(g). Such ID-PMG method allows three 2-inch wafers with thickness uniformity less than ± 3%– 4% obtained (Fig. 8(h)), and the FWHM values for (002) and (102) planes were also reduced. This simple processing should be very useful for fabricating multi-wafer at low cost.
It is normally believed that the quality of the GaN epilayers should be significantly improved with the use of bulk GaN substrates, duo to the lattice and the thermal expansion coefficient matching and low defect density of bulk GaN substrates. However, hillocks and ridges are usually observed on the surface of homo-epitaxial GaN epilayers on bulk GaN substrate by MOVPE. In order to achieve high-performance LEDs, crystalline surfaces which are smooth and free of hillocks and ridges is needed. Studies showed that each hillock always associates with one or two threading dislocations originated from the substrate, as shown in Fig. 9, and many approaches to reduce the hillocks have been reported.[44] Sarzynski et al. represented that the formation of hillocks can be avoided for c-plane substrates by using GaN substrates with a miscut angle between 0.5° and 1° towards m-plane.[45] And for m-plane GaN substrates, a proper miscut angle along a- and c- directions can also be effective in reducing hillocks and resulting in atomically flat surfaces.[46] Additionally, decrease of the adatom diffusion length by adjusting growth parameters to reduce the hillocks for 

 | Fig. 9. Images of the apex of hillocks. Scale bars are 0.5 μ m for all images. Panels (a) and (b) are AFM topography image and CL image of the same hillock associated with one threading dislocation. Panels (c) and (d) are SEM and CL images of other two hillocks associated with two dislocations.[44] |
However, another kind of surface morphologies, ridges, is linked to surface damage to bulk GaN substrate.[43] In order to avoid the formation of ridges, some surface treatments of bulk GaN substrates have been applied. The common method is chemical mechanical polishing (CMP) and a proper CMP process can almost completely remove damage layers and result in flat surfaces. The CMP treated GaN substrates with an average root mean square (RMS) surface roughness less than 0.2 nm on a 5-μ m× 5-μ m scanning probe microscope (SPM) image without obvious surface damage has been reported.[48] Moreover, a surface chemical treatment, which is easier and simpler, has been demonstrated by our group.[49] The GaN substrates were conducted a chemical treatment by immersed in HCl solution at 50 ° for 10 min with ultrasonic-processing before homo-epitaxy growth by metalorganic vapor phase epitaxy (MOVPE). Then an investigation with contact angle between water and surface of GaN epilayer revealed that the chemical treated substrates have greater surface energies compared to those untreated ones, which increases the adatoms diffusion length and contributes to the lateral grown and merging. In Fig. 10, the surface morphology of GaN epitaxial layer grown on chemical treated Ga-face c-plane surface is illustrated. The surface shows low roughness and clear atomic step structure.
Bulk-GaN-based light-emitting diodes (LEDs) are attracting more and more attention since the first LEDs grown on bulk GaN substrates were reported by the UCSB group in 2005, due to the potential to fabricate high power and high efficiency devices. Over the past decade, many approaches to further improve the performance of native bulk-GaN-based LEDs have been demonstrated. On one hand, in order to increase internal quantum efficiency, the planes with higher inclination angle with c-plane to lower polarization fields and reduce the quantum confined Stark effect and thicker quantum wells to reduce carrier density have been applied. In 2007, the violet LEDs with 2.5-nm thick InGaN quantum wells were grown on 


The external quantum efficiency of GaN-based LEDs will drop differently at high current density, which is known as efficiency droop, and it presents significant challenge to realize high power and high efficiency LEDs. The physical origin of efficiency droop is still unclear, but some mechanisms and explanations have been reported, such as Auger recombination in the active region, [55] the escape of electrons from the multiple quantum well (MQW) region caused by the polarization fields in the MQW and electron blocking, [56] delocalization, [57– 59] and junction heating.[60] However, reduction of the polarization fields and carrier density in the MQW region contributes to reduce the efficiency droop and holds great promise for high power and high efficiency LEDs. Thus, the approaches to increase internal quantum efficiency, using the plane with higher inclination angle from c-plane and thicker quantum wells, showed the effect in suppressing efficiency droop. In 2012, Chih-chien et al. demonstrated that the blue LEDs with a single 12-nm thick quantum well had pulsed LPOs 460 mW and EQE of 41.2% at current densities 400 A/cm2.[61] Recently, the fabrication of a small about area 0.1-mm2 LED with over 1-W output power at 1 kA/cm2 have been reported.[51] Additionally, due to higher compositional homogeneity of 


The development of GaN substrates has been greatly promoted by the demands of high performance optoelectronic devices. Technologies producing large size bulk GaN of high quality at low cost are desirable. Among the current growth methods, high pressure nitrogen solution growth (HPNS), along with ammonothermal and Na-flux methods, shows great advantages of growth in nearly equilibrium state with high crystal quality of low dislocation density, but is confined by slow growth rate. HVPE is known as a practical method to obtain GaN thick layers because of the high growth rate of several hundred microns per hour, in spite of the challenges in wafer bowing induced by residual strain accumulated during growth and difficulties when removing GaN thick layer from foreign substrates. It is hard to stride over the obstacles in each technologies by the way improving itself, while the combination of these technologies certainly provides more chances. The HVPE GaN layer works as seed in Na-flux method, and GaN from HPNS used in HVPE growth, showed good results.
Even though the developing technologies of GaN substrates are still on the way, their applications to LEDs have attracted much interest of community. Although these free standing substrates still have relatively high densities of dislocations and stacking faults, GaN-based LEDs were successfully realized by homo-epitaxy on polar, nonpolar, and semipolar substrates, with the progresses in the improvements of internal quantum efficiency, engineering of light extraction, and suppressing the efficiency droop. The achievements in GaN-LEDs will more and more clearly prove the great advantages and irreplaceability of GaN substrates. Along with the advance of GaN-free standing substrates in decreasing the density of defects and lowing the cost of production, wider applications of GaN substrates in high efficiency and high power LEDs for solid state lighting can be desirable, on condition that homo-epitaxy technology is well developed and widely used.
| 1 |
|
| 2 |
|
| 3 |
|
| 4 |
|
| 5 |
|
| 6 |
|
| 7 |
|
| 8 |
|
| 9 |
|
| 10 |
|
| 11 |
|
| 12 |
|
| 13 |
|
| 14 |
|
| 15 |
|
| 16 |
|
| 17 |
|
| 18 |
|
| 19 |
|
| 20 |
|
| 21 |
|
| 22 |
|
| 23 |
|
| 24 |
|
| 25 |
|
| 26 |
|
| 27 |
|
| 28 |
|
| 29 |
|
| 30 |
|
| 31 |
|
| 32 |
|
| 33 |
|
| 34 |
|
| 35 |
|
| 36 |
|
| 37 |
|
| 38 |
|
| 39 |
|
| 40 |
|
| 41 |
|
| 42 |
|
| 43 |
|
| 44 |
|
| 45 |
|
| 46 |
|
| 47 |
|
| 48 |
|
| 49 |
|
| 50 |
|
| 51 |
|
| 52 |
|
| 53 |
|
| 54 |
|
| 55 |
|
| 56 |
|
| 57 |
|
| 58 |
|
| 59 |
|
| 60 |
|
| 61 |
|
| 62 |
|
| 63 |
|