{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Enhanced soft magnetic properties of iron powders through coating MnZn ferrite by one-step sol–gel synthesis
Cite this Article
Liu Dong, Gao Shanmin, Jin Rencheng, Wang Feng, Chu Xiaoxiao, Gao Taiping, Wang Yubao. Enhanced soft magnetic properties of iron powders through coating MnZn ferrite by one-step sol–gel synthesis. Chinese Physics B, 2019, 28(5): 057503 
Permissions
Enhanced soft magnetic properties of iron powders through coating MnZn ferrite by one-step sol–gel synthesis
† Corresponding author. E-mail:
Project supported by the Natural Science Foundation of Shandong Province, China (Grant No. ZR2018MEM020).
Abstract
Abstract
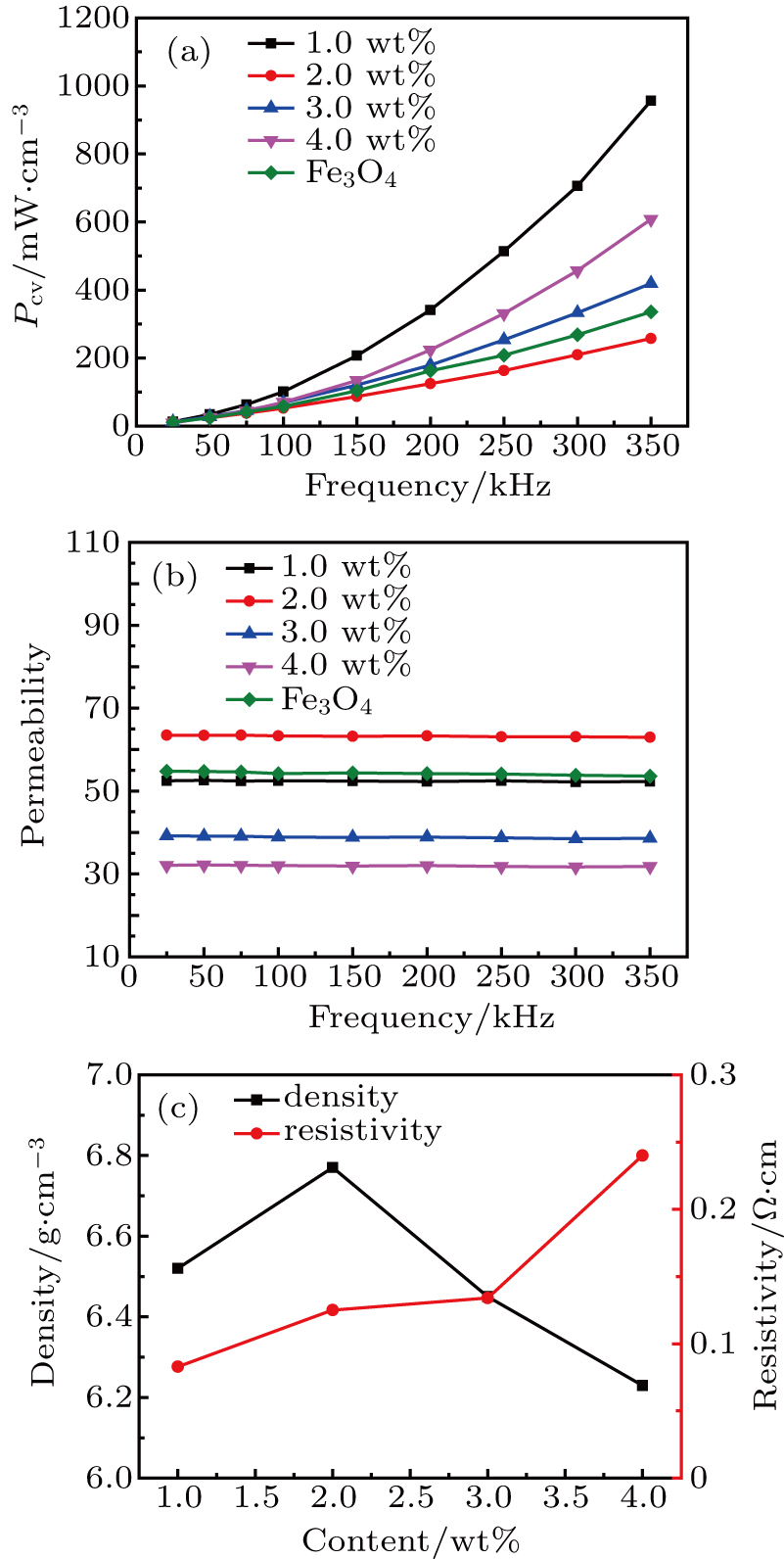
The MnZn ferrite coating formed on the surface of iron-based soft magnetic powders via facile and modified sol–gel process has been fabricated to obtain better magnetic performance due to its higher permeability compared with traditional nonmagnetic insulation coatings. The influence of the MnZn ferrite contents on the magnetic performance of the soft magnetic composites (SMCs) has been studied. As the MnZn insulation content increases, the core loss first experiences a decreasing trend that is followed by progressive increase, while the permeability follows an increasing trend and subsequently degrades. The optimized magnetic performance is achieved with 2.0 wt% MnZn ferrite, which results from the decrement of inter-particle eddy current losses based on loss separation. A uniform and compact coating layer composed of MnZn ferrite and oxides with an average thickness of 
1. Introduction
Soft magnetic composites (SMCs) produced by powder metallurgy (PM) methods are of considerable interest in broad applications, such as electromagnetic conversion component in switching power cores, pulse transformers, and power factor circuits.[1,2] SMCs containing metallic magnetic powders embedded in the insulating matrix exhibit unique and fascinating magnetic properties, such as isotropic ferromagnetic behavior, high electrical resistivity, and relatively low core loss, which is most desirable for high-frequency applications.[3–5] Therefore, the electrical insulation coating formed on the surface of the magnetic powders is the paramount feature of the SMCs technology for increasing electrical resistivity and reducing core loss.[6–8]
Electrical insulation coatings for the SMCs are generally divided into three categories: organic, inorganic, and organic–inorganic hybrid coatings. The organic coatings provide satisfactory adhesion to the powders; however, most of them including epoxy and silicone resins have poor thermal stability annealed at high temperatures.[9] This hinders the internal stress relief introduced during the subsequent compaction.[10] More efforts have been devoted to the development of thermally stable inorganic and organic–inorganic hybrid coatings, such as SiO2,[9] Al2O3,[11] and SiO2/silicone,[12] which are all nonmagnetic materials leading to the decrement of the permeability and saturation magnetization of the SMCs. Zhao et al.[13–15] fabricated iron oxide (mainly Fe3O4) as the ferromagnetic coatings, which have substantially reduced the magnetic dilution effect and improved the overall saturation magnetization and permeability of the SMCs. However, the formation of Fe3O4 coatings requires rigorous conditions, such as high temperature, and the electrical resistivity of Fe3O4 is relatively low. MnZn ferrite can be employed as an promising candidate because of its high resistivity and excellent magnetic properties.[16,17] Li et al.[18] obtained MnZn/FeSiAl SMCs by using the solvothermal method, which has better magnetic properties compared with mica coating. Nonetheless, the interface state between the coating and magnetic powder remains unclear and the coating layer was incomplete because the powders were mechanically mixed with as-synthesized MnZn ferrites. Moreover, few studies have focused on the characterization of the coating thickness which significantly influences the magnetic performance of SMCs.
In this study, iron powders are coated with MnZn ferrites via one-step sol–gel combustion method, showing enhanced magnetic properties. The microstructure, thickness, and composition distribution of the MnZn ferrite coatings have been revealed based on detailed analysis. The interface between the powders and coating layer is directly observed by ion beam technology and transmission electron microscopy (TEM).
2. Experimental procedures
Iron powders (20 g) were coated with MnZn ferrites (Mn0.6Zn0.4Fe2O4) by sol–gel combustion method using nitrates including Fe(NO3)3·9H2O, Zn(NO3)2·6H2O, and Mn(NO3)2 as raw materials. All the nitrates combined with citric acid C6H8O7·H2O as the complexant were completely dissolved in distilled water. The pH value of the as-received solution was then adjusted to 6 with acetic acid dropwise. The solution was heated to 60 °C in water bath and stirred for 1 h to obtain viscous sol in which iron powders were then dispersed and stirred continuously until complete evaporation of the solvent. The as-coated powders were calcined at 500 °C for 3 h prior to blending with 0.5 wt% zinc stearate as the lubricant. The mixture was then compacted into toroid cores (outer diameter = 23.4 mm, inner diameter = 14.6 mm, and thickness = 6.8 mm) at 1800 MPa followed by annealing at 550 °C in nitrogen atmosphere for 1 h.
The surface and cross-sectional morphology of the powders were characterized by scanning electron microscope (SEM, FEI Helios Nanolab 650) equipped with focused ion beam (FIB). The phase composition of the coatings was investigated using x-ray diffraction (XRD) on a Rigaku D/Max-2400 diffractometer equipped with graphite monochromatized Cu 

3. Results and discussion
3.1. Magnetic performance of the SMCs
Figure 

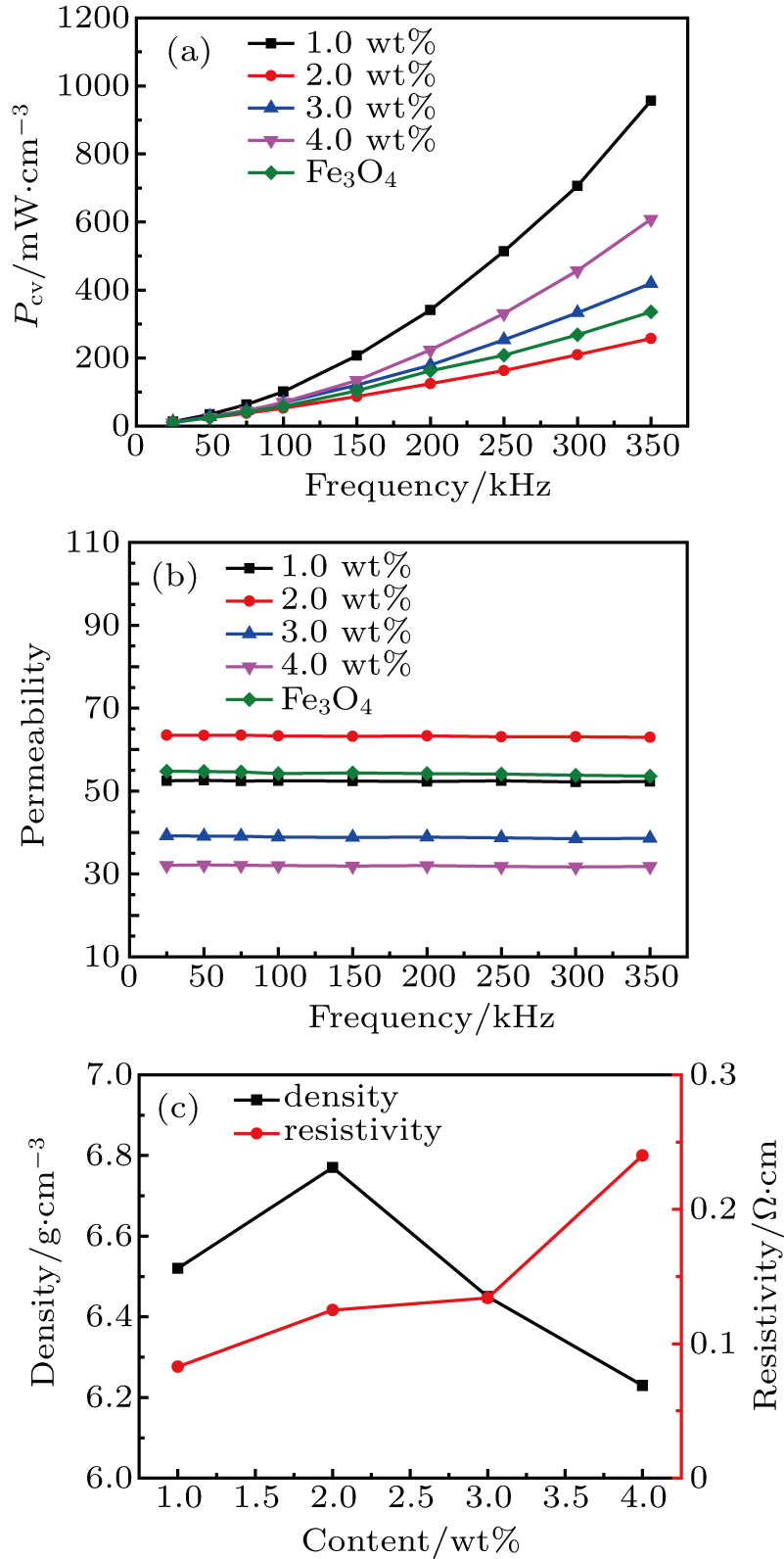 | Fig. 1. (a) Core loss and (b) effective permeability as a function of frequency for the SMCs with different MnZn ferrite contents compared with Fe3O4 coating, and (c) changes of the density and resistivity for the samples with ferrite coating. |
3.2. Characterization of the ferrite coatings
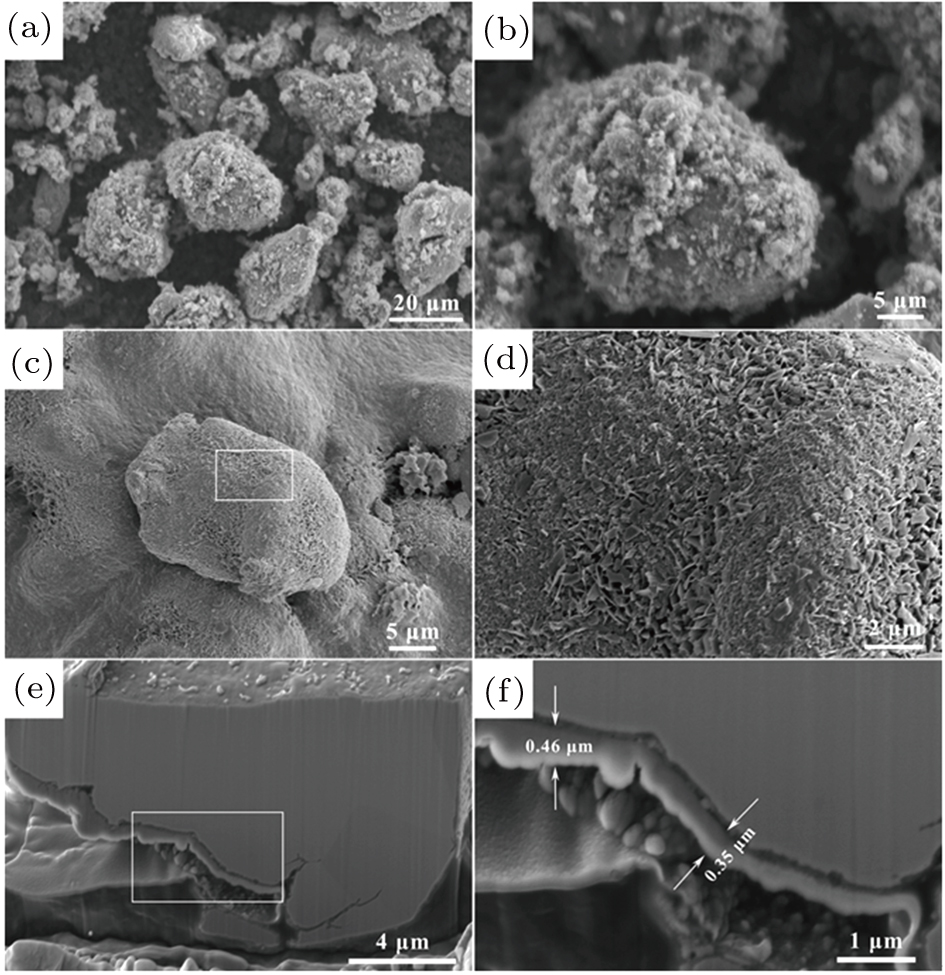
Figure 


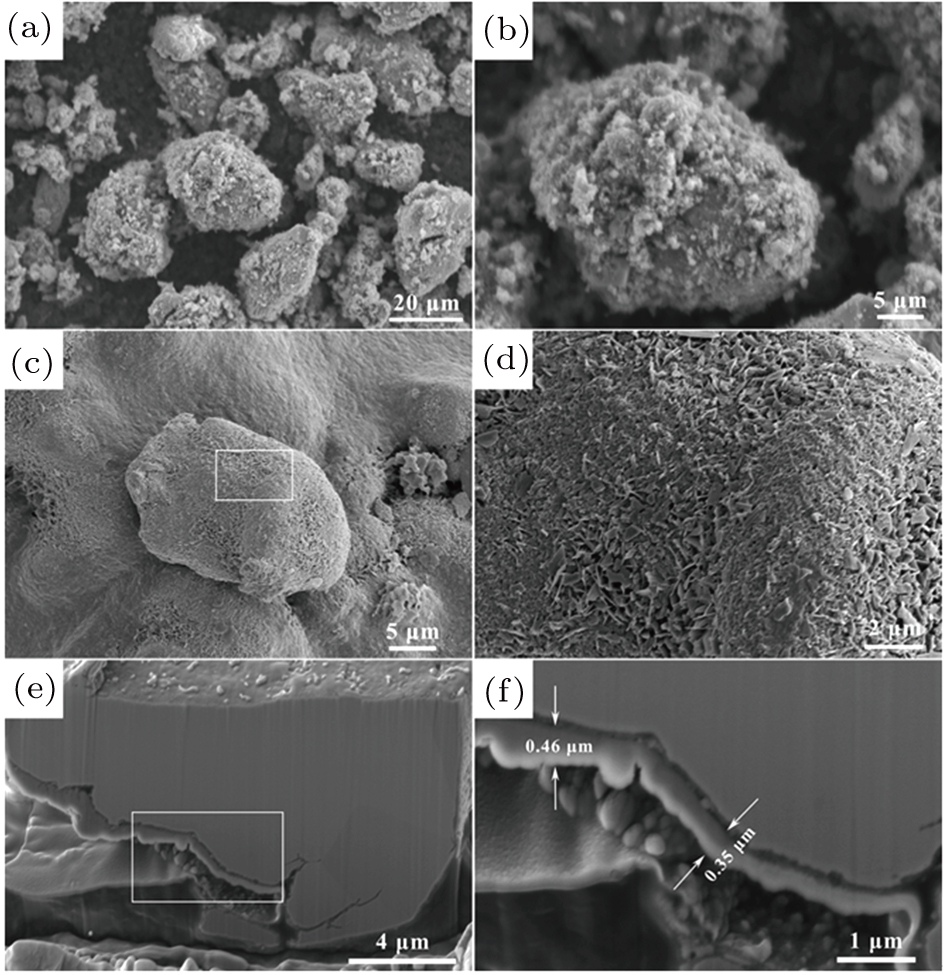 | Fig. 2. The SEM images showing the surface morphology of the Fe powders coated with 2.0 wt% MnZn ferrites by: (a) and (b) mechanical mixing; (c) and (d) sol–gel method. (e) The cross-sectional SEM image of the as-coated Fe powder. (d) and (f) are taken from the selected rectangle regions in (c) and (e), respectively. |
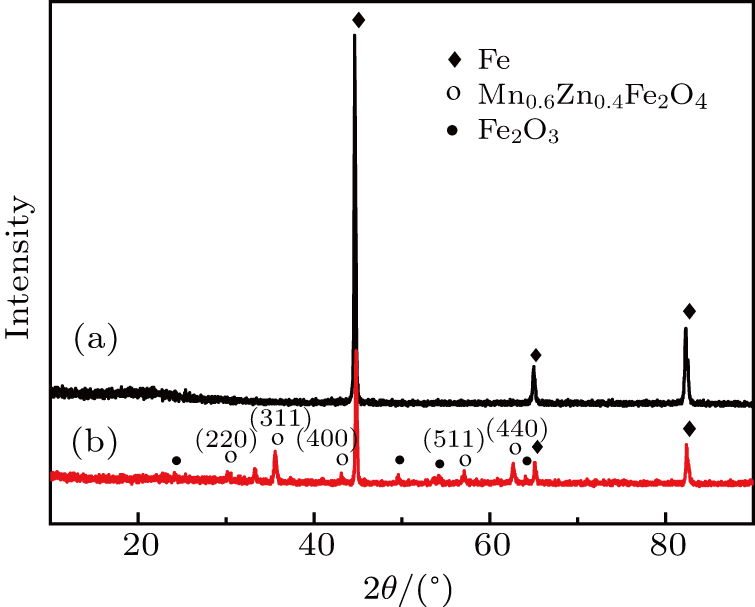
Figure
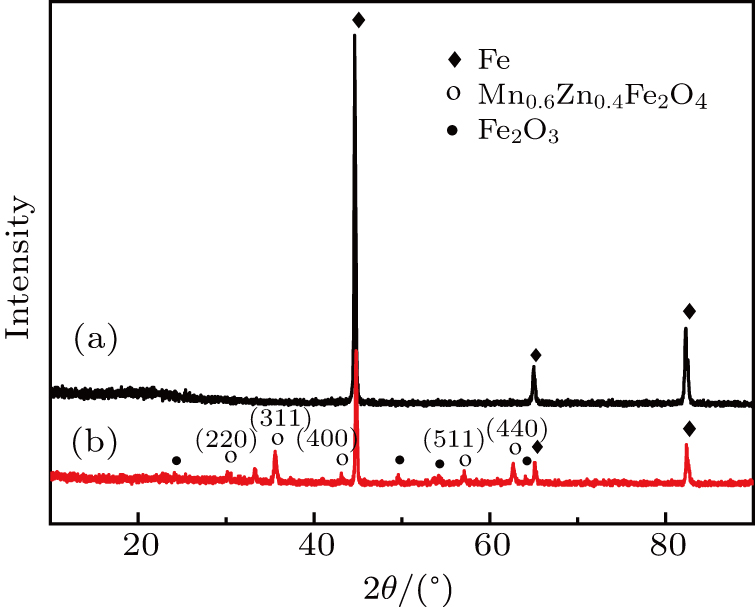 | Fig. 3. The XRD patterns of (a) pure Fe powders and (b) Fe powders with Mn–Zn ferrites coating. |
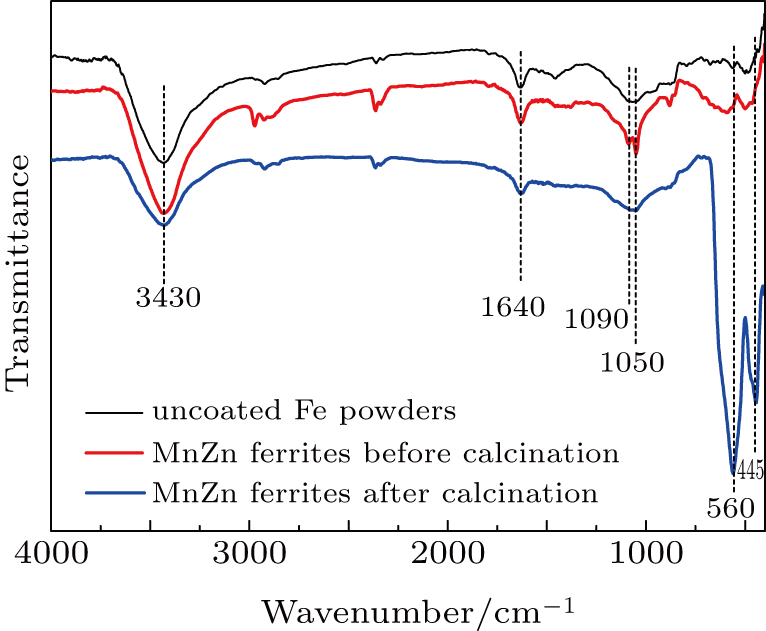
To reveal the composition evolution of the insulation coatings during the calcination process, FTIR analysis has been conducted to the as-coated Fe powders. Figure
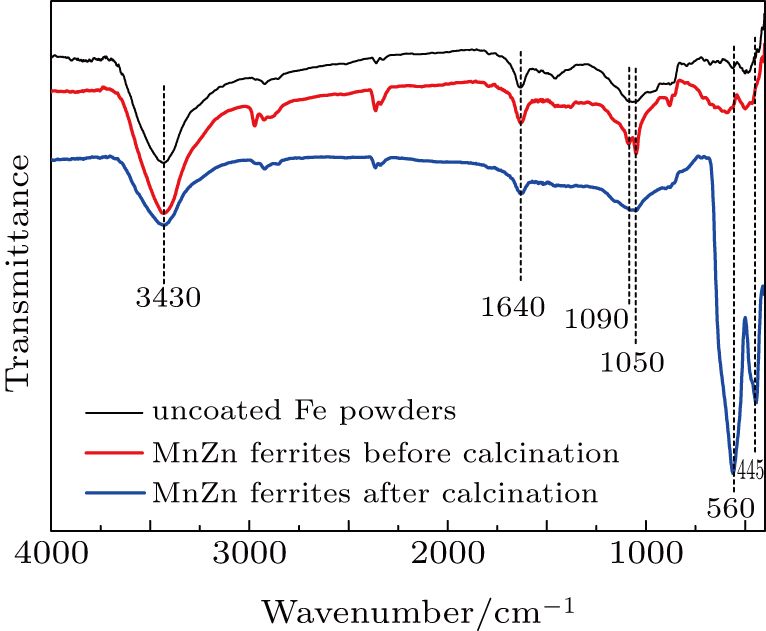 | Fig. 4. The FTIR spectra of the Fe powders with MnZn ferrites coating before and after calcination at 500 °C compared with that taken from the uncoated powders. |
Figure
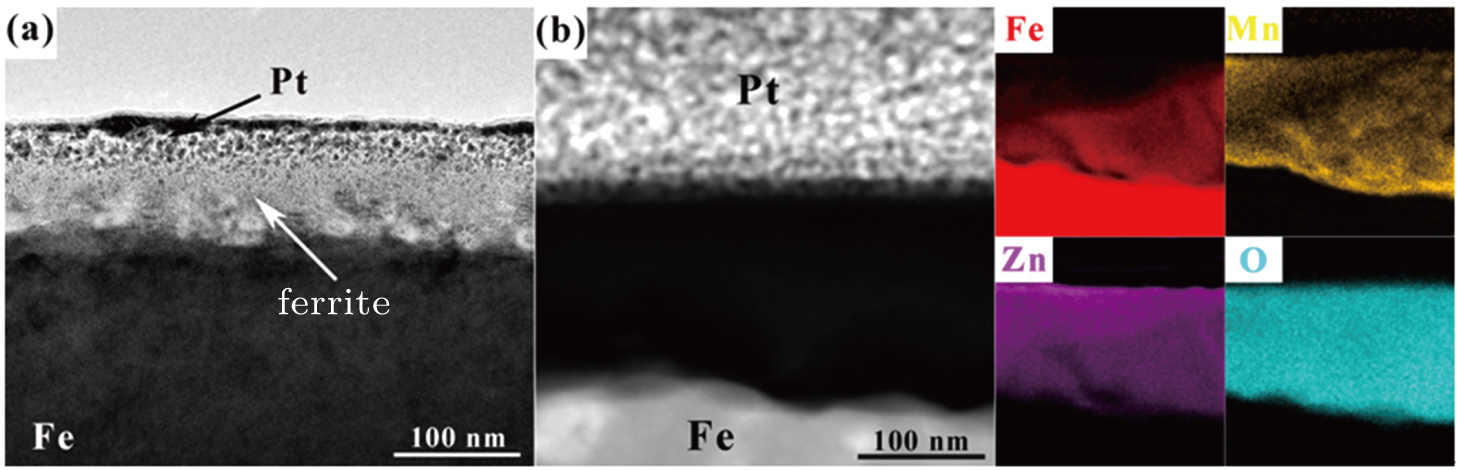
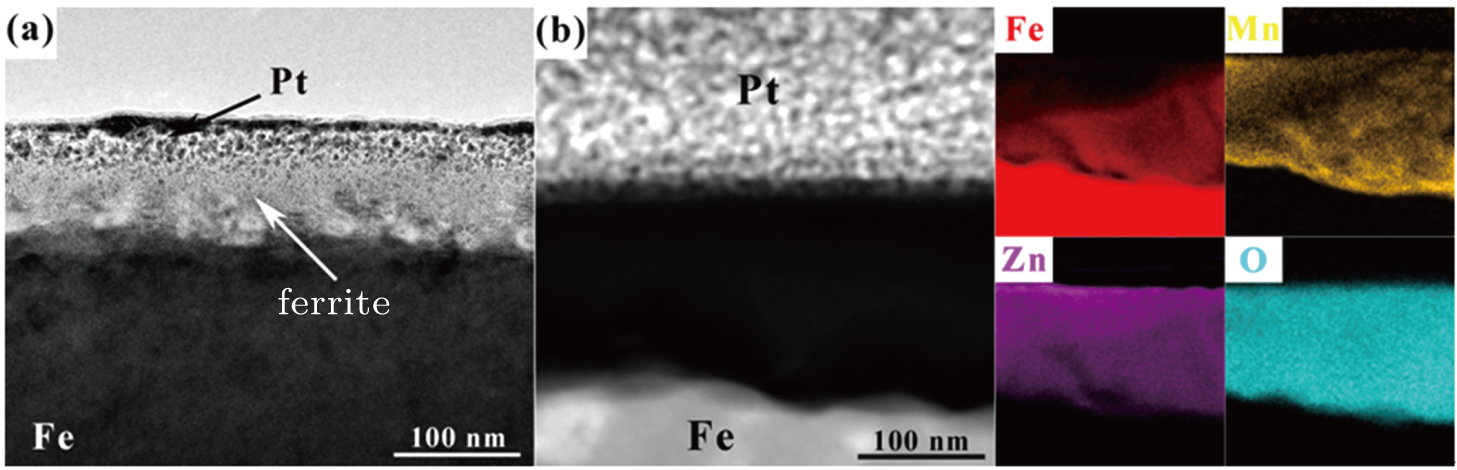 | Fig. 5. (a) Cross-sectional bright field TEM image of the coated powder and (b) HAADF image and EDS mappings showing the distribution of Fe, Mn, Zn, and O. |
3.3. Loss separation analysis
Without considering the excess loss, the total core loss Pcv can be expressed by the equation[7]
The insulation coating is the leading technique to minimize the eddy current loss Pe, which includes the interior eddy currents Pintra of iron powders and currents flowing in the entire cross-section Pinter between adjacent powders. The intra-particle Pintra and inter-particle eddy current losses can be calculated as follows:[25]


Figure
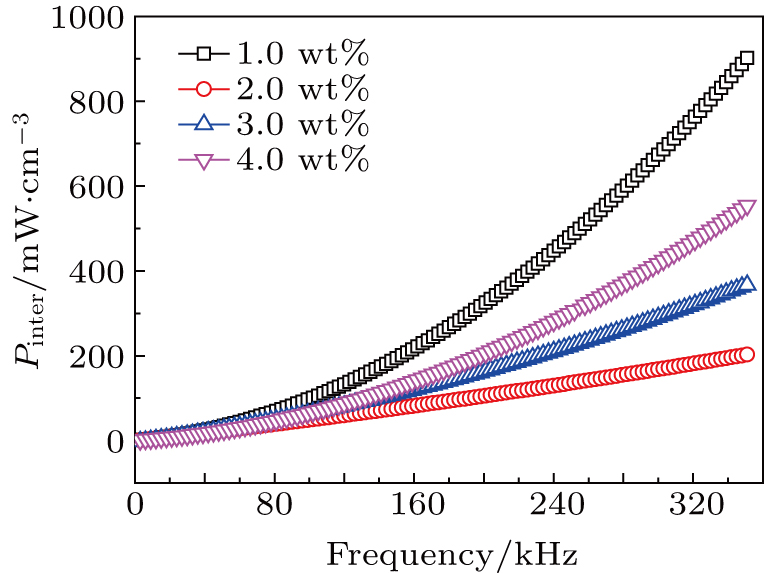
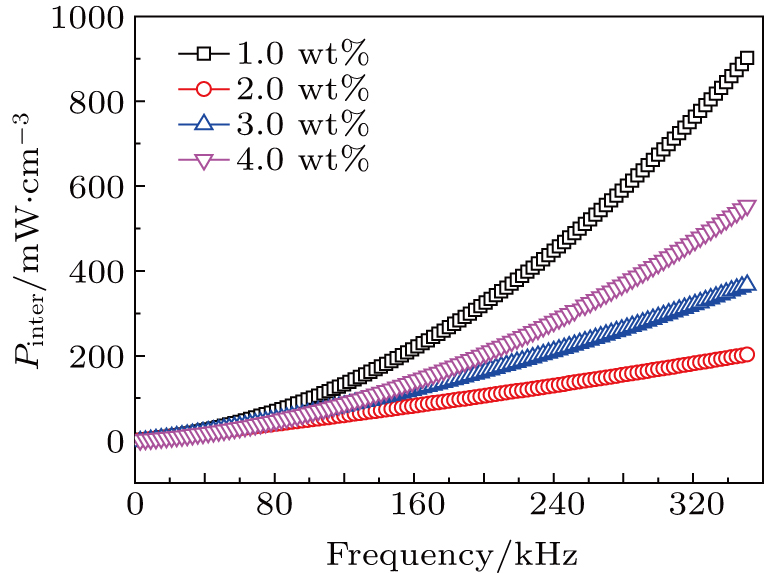 | Fig. 6. The inter-particle eddy current losses as a function of frequency for the samples with different contents of MnZn ferrites. |
3.4. Correlating the contents of ferrite coatings with the performance of the SMCs
The changes of Pcv and 


4. Conclusion
Fe powders have been coated with MnZn ferrites via one-step sol–gel method. The effects of different MnZn ferrite contents on the performance of the SMCs have been investigated, and optimized magnetic properties have been achieved for the SMCs with 2.0 wt% MnZn ferrite due to the decrement of inter-particle eddy current losses based on loss separation. The microstructure and composition distribution of the coating layers have been carefully demonstrated according to the combined FTIR, TEM, and EDS mapping results. A uniform and compact coating layer composed of MnZn ferrite and oxides is obtained, and the cross-sectional thickness of ferrite layer is around 
Reference
| [1] | |
| [2] | |
| [3] | |
| [4] | |
| [5] | |
| [6] | |
| [7] | |
| [8] | |
| [9] | |
| [10] | |
| [11] | |
| [12] | |
| [13] | |
| [14] | |
| [15] | |
| [16] | |
| [17] | |
| [18] | |
| [19] | |
| [20] | |
| [21] | |
| [22] | |
| [23] | |
| [24] | |
| [25] | |
| [26] |