
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Low-temperature-cured highly conductive composite of Ag nanowires & polyvinyl alcohol
Cite this Article
He Song, Zhang Xiang, Yang Bingchu, Xu Xiaomei, Chen Hui, Zhou Conghua. Low-temperature-cured highly conductive composite of Ag nanowires & polyvinyl alcohol. Chinese Physics B, 2017, 26(7): 078103 
Permissions
Low-temperature-cured highly conductive composite of Ag nanowires & polyvinyl alcohol
† Corresponding author. E-mail:
Abstract
Flexible conductive films were fabricated from a low-temperature-cured, highly conductive composite of silver nanowires (as conducting filler) and polyvinyl alcohol (PVA, as binder). Sheet resistance of 0.12 Ω/sq, conductivity of 2.63×104 S/cm, and contact resistance of 1.0 Ω/cm2 were measured in the films, along with excellent resistance to scratching and good flexibility, making them suitable electrical contact materials for flexible optoelectronic devices. Effects of curing temperature, curing duration, film thickness, and nanowire length on the film’s electrical properties were studied. Due to the abundance of hydroxyl groups on its molecular chains, the addition of PVA improves the film’s flexibility and resistance to scratching. Increased nanowire density and nanowire length benefit film conductance. Monte Carlo simulation was used to further explore the impact of these two parameters on the conductivity. It was observed that longer nanowires produce a higher length-ratio of conducting routes in the networks, giving better film conductivity.
1. Introduction
Flexible electronics like solar cells and OLEDs have been studied intensively in recent years.[1,2] To improve device performance, contact resistance should be cut down to an acceptable extent, and this is usually achieved by silver-based conductive composites.[3–7] Right now, most of the conductive composites are made of silver particles. Due to the large sizes (




During the last few years, AgNWs have been used to prepare flexible conductive composites. For example, Liou et al. prepared an embedded surface electrode with conductivity of 100 S/cm by mixing AgNWs and polyimide.[15] Xu et al. prepared a stretchable conductor with conductivity of 8.13×103 S/cm using AgNWs as the conductive filler.[16] However, that conductivity is still lower than that of pristine silver (6.50×105 S/cm). In order to further reduce the contact resistance of devices, film conductivity should be improved.
Therefore, in this work, a new conductive composite was prepared using AgNWs as the conductive filler and polyvinyl alcohol (PVA) as the binder. The composite was then used to prepare flexible conducting films at lower temperatures (
2. Experimental details
Ethylene glycol (EG, 99.0%), silver nitrate (AgNO3, 99.8%), polyvinylpyrrolidone (PVP, MW 

Silver nanowires were synthesized using a modified polyol method proposed by Xia et al.[20–22] First, a solution was prepared by dissolving PVP (2.36 g) and KCl (0.016 g) in EG (98 mL), and heated by an oil bath at 170 °C. Then, to trigger the reduction reaction, AgNO3 solution (0.07 mol/L, dissolved in EG, 50 mL) was introduced drop by drop during 5–10 min. The reaction was allowed to proceed for one hour, after which the resultant product was washed by ethanol and centrifuged 3–5 times, and then stored in de-ionized water by solvent exchange. To produce AgNWs with two different length distributions, we varied the rate of introducing the solution, the reaction temperature, and even the concentrations of reactants, as described in Refs. [21] and [22]. A conductive silver composite was prepared by mixing AgNWs and PVA as follows. A stock solution of PVA with concentration of ∼ 5 wt.% was prepared by dissolving PVA in de-ionized water at 95 °C. Then the stock solution was mixed with a AgNW suspension with volume ratio of 1:1.5, which gives a volume fraction of AgNWs of ∼ 50% in the dried composite.
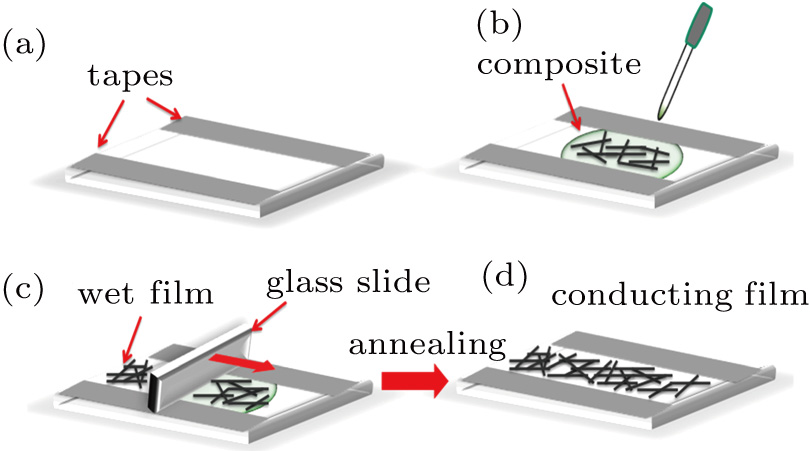
Films were coated using the doctor blading method reported in Refs. [23] and [24]. Glass slide and PET films were used as substrates, and before film coating, they were ultrasonically cleaned by acetone, de-ionized water, and ethanol, each for 10 min. Then conducting films were prepared as shown in Fig.
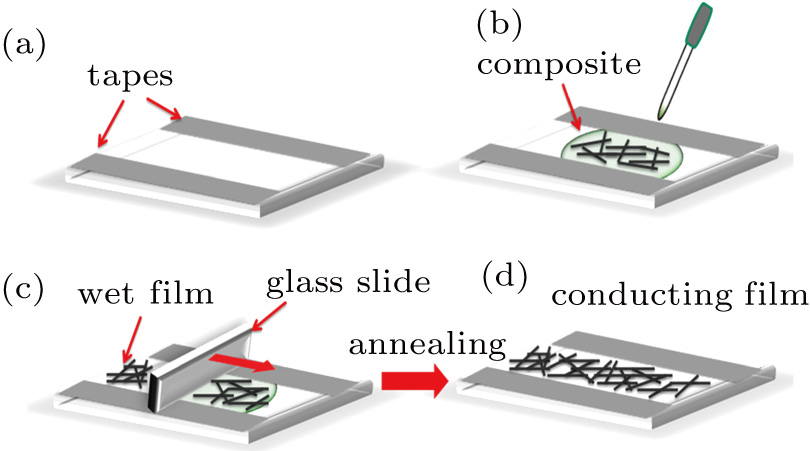 | Fig. 1. (color online) Schematic of the doctor blading method used for coating film. (a) The top of the clean substrate is covered at two edges by parallel pieces of tape. (b) The prepared composite is dropped on the part of the substrate left uncovered. (c) Composite is pushed along by a glass slide to spread the wet film uniformly. (d) Wet film is dried at 100–150 °C for 0–60 min in the open air. |
Crystallographic properties of AgNWs were characterized by x-ray diffraction (XRD, Bruker D8). The morphological property of AgNWs was monitored by scanning electron microscopy (SEM, Nova NanoSEM 230) with an acceleration voltage of 10 kV. The film thickness was tested by a profiler (Veeco Dektak 150). Sheet resistance of the as-fabricated films was tested by four-point probe measurement (SDY-4.5). Five different points were measured for each sample and an average was obtained. Contact resistance was evaluated by a digital source meter (Model 2400, Keithley). To evaluate the two key mechanical properties, coating resistance (against scratching) of the conductive films was evaluated by a pencil-plowing experiment,[25] while the flexibility (against deformation) was tested by measuring resistance to bending fatigue.[21]
3. Results and discussion
3.1. Surface morphological and crystallographic properties of AgNWs
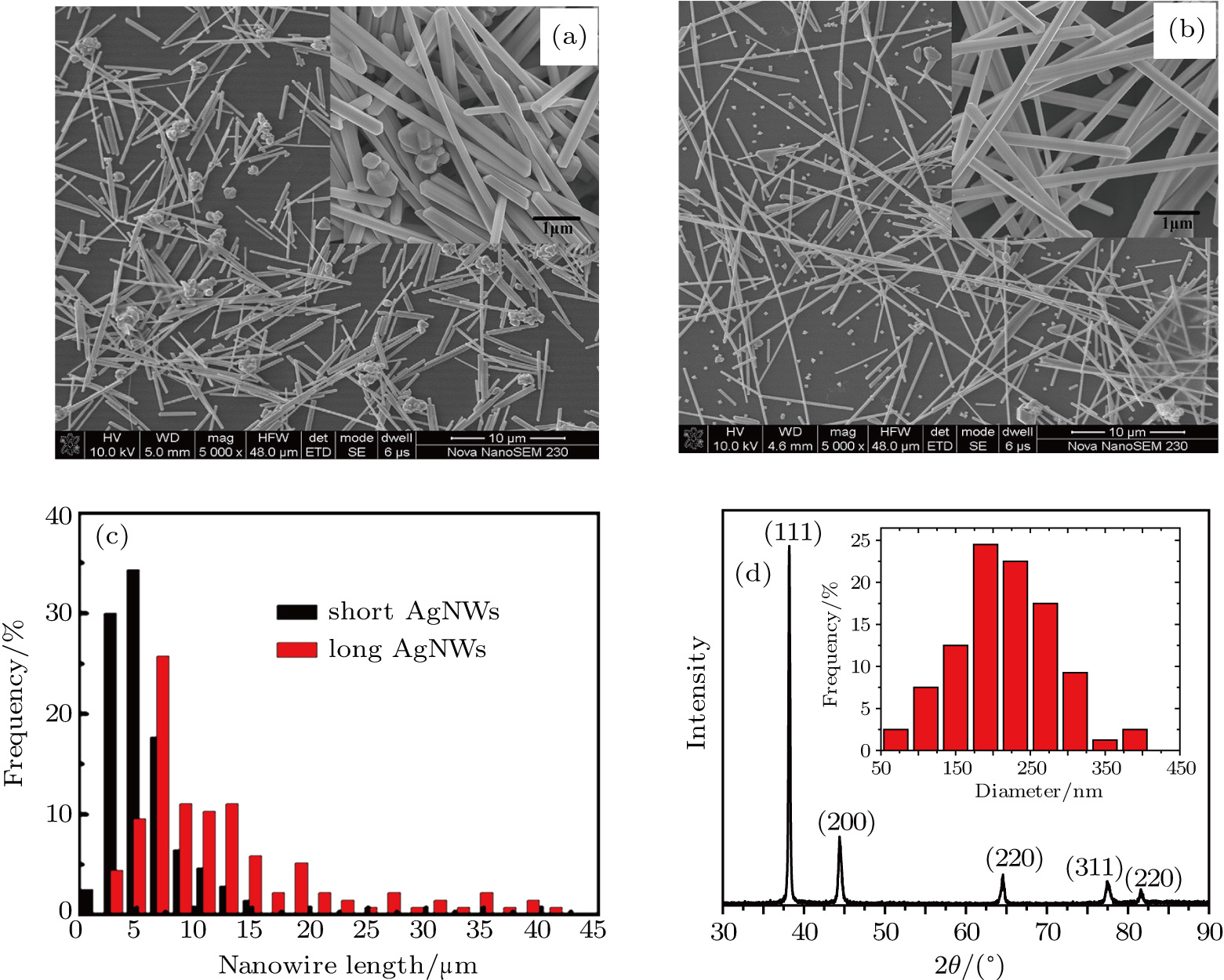
SEM surface morphology images of the as-synthesized AgNWs are shown in Figs. 






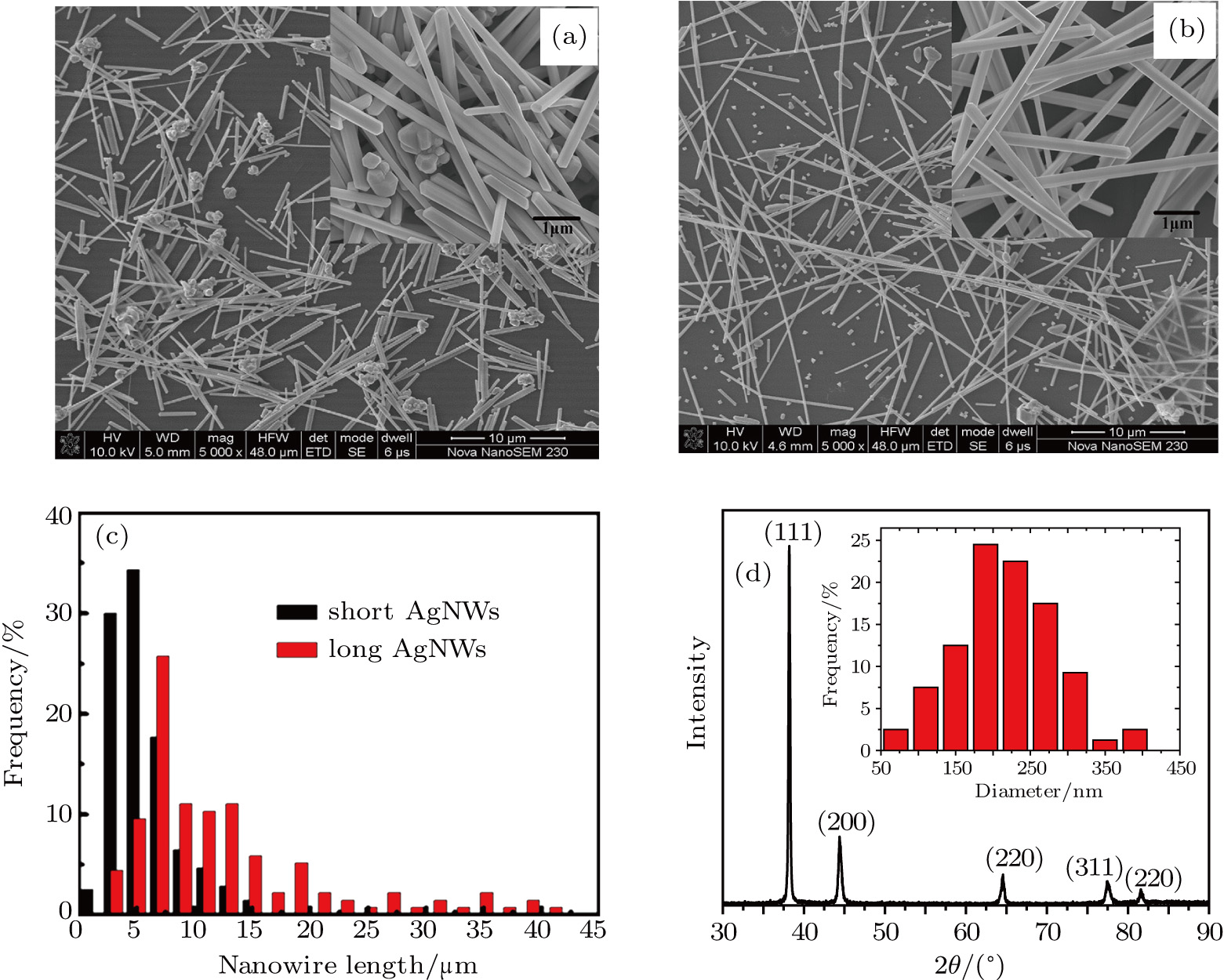 | Fig. 2. (color online) SEM images of (a) short silver nanowires and (b) long silver nanowires. (c) Length distribution of silver nanowires. (d) XRD pattern of as-synthesized silver nanowires. Scale bars in both panels (a) and (b) are  |
3.2. Effect of curing temperature, curing duration, film thickness, and nanowire length on conducting behavior of the conductive composite
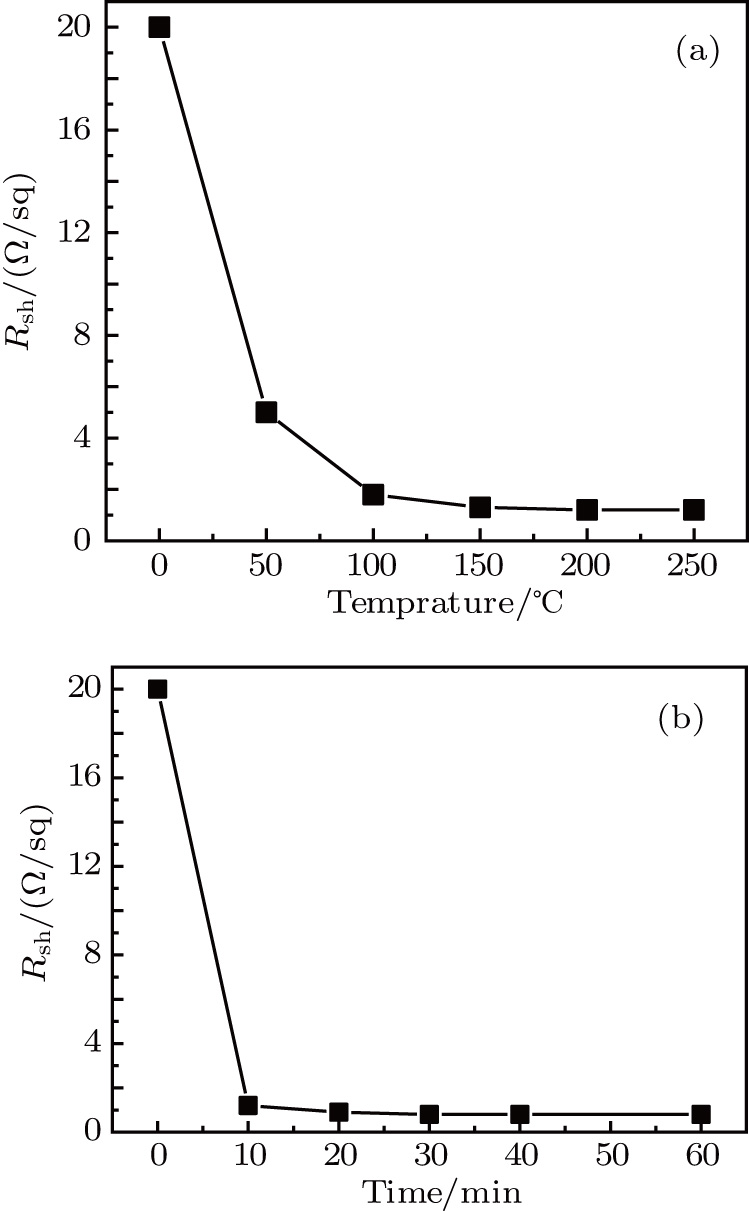
In order to evaluate the conductivity of AgNW based conductive composites, films were prepared and the effects of curing temperature and duration on the conduction of the films were examined. Figure 



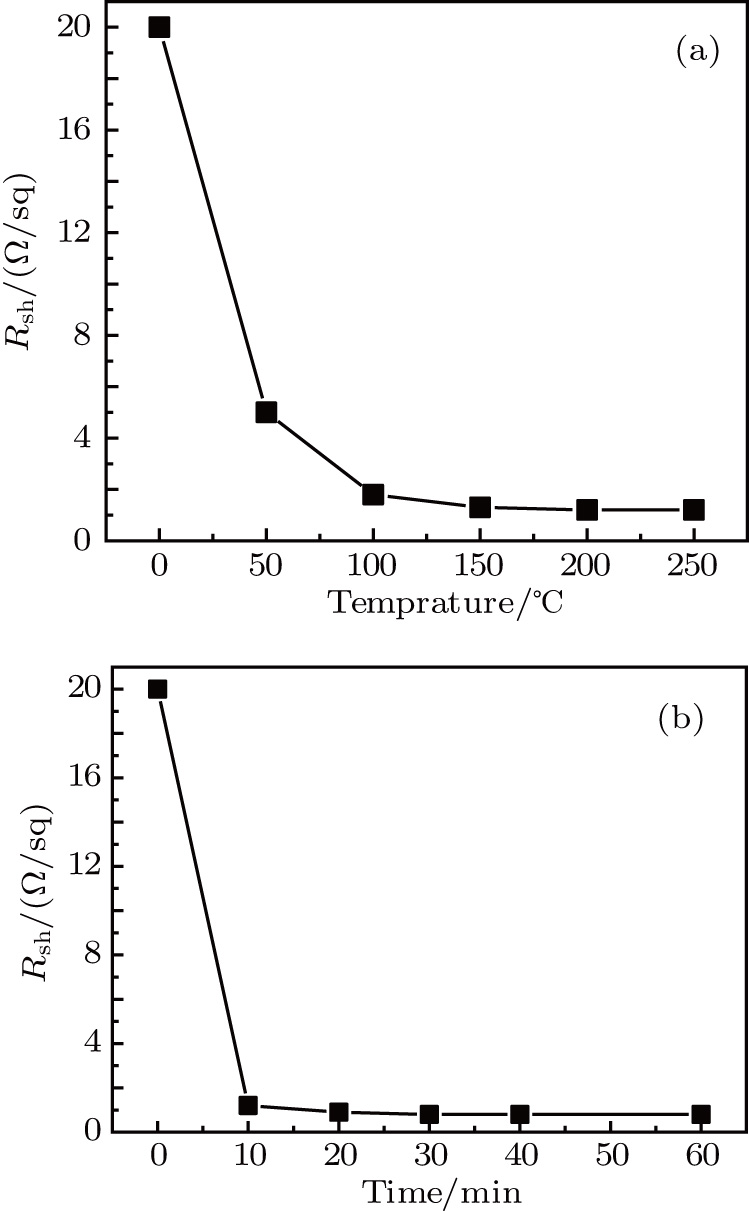 | Fig. 3. Sheet resistance  |
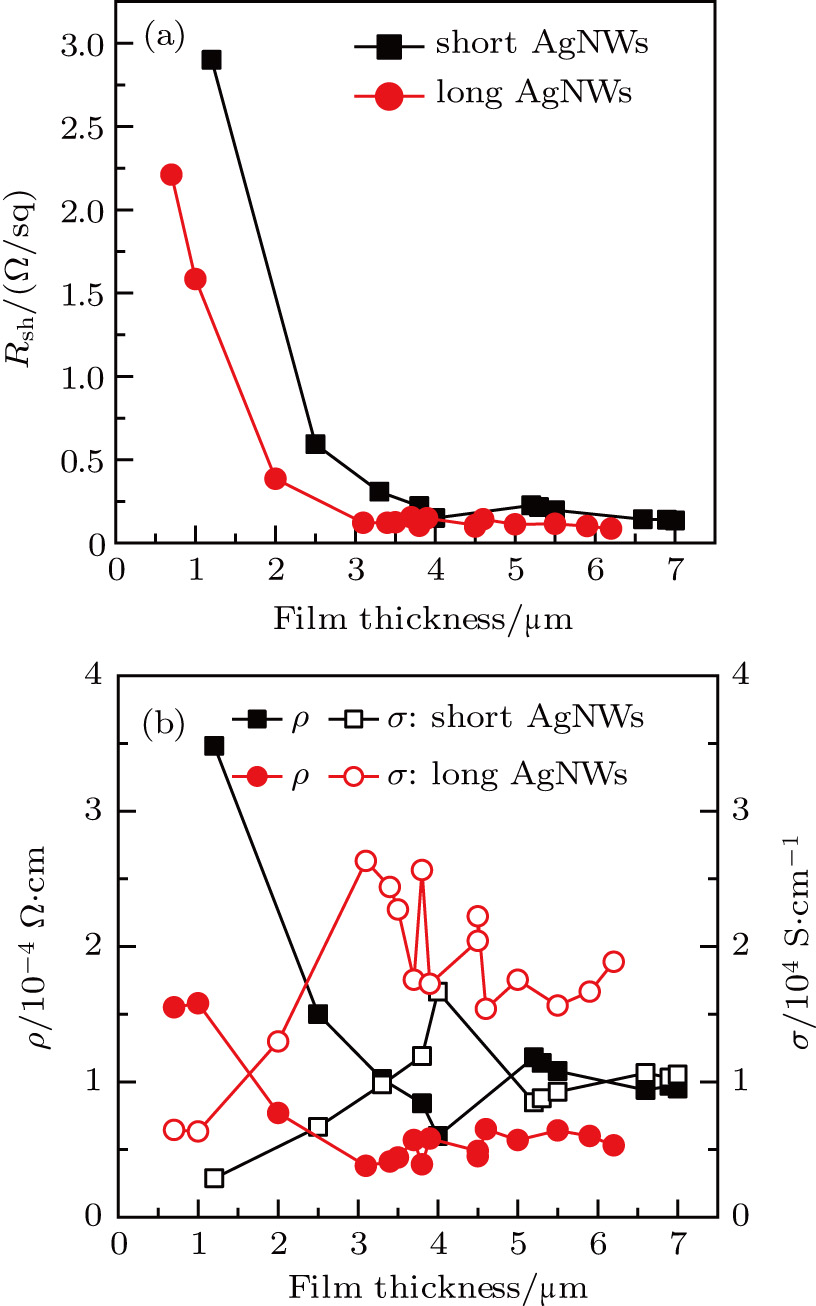
Besides annealing processes, the film conductivity is also affected by the film thickness. For the sake of comparison, average volume resistivity ρ and average conductivity σ are deduced from sheet resistance 
 |
Then the effect of the film thickness on sheet resistance 



 | Fig. 4. (color online) (a) Relationship between sheet resistance  |
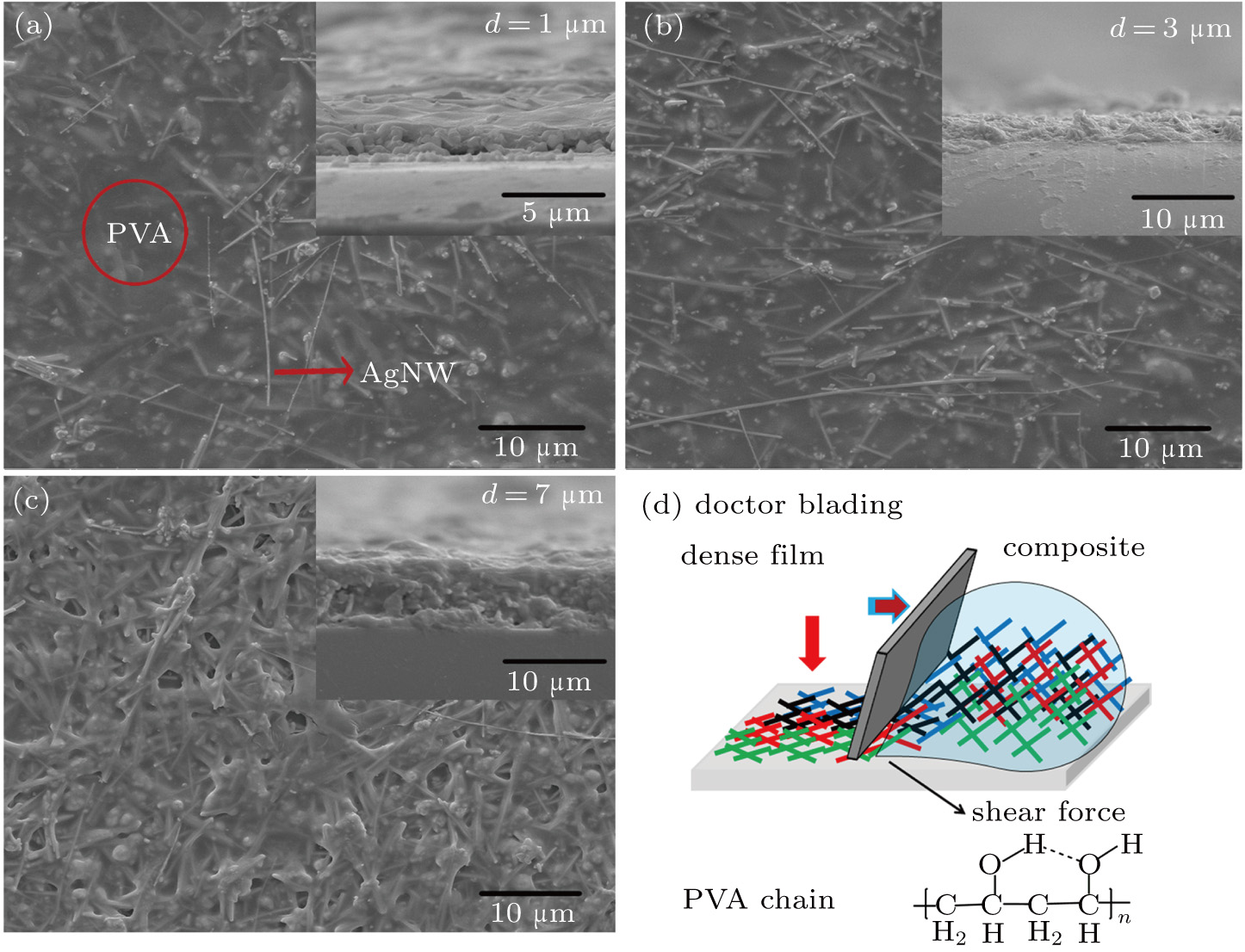
The film conductance is superior for three reasons: nanowire density, connection between nanowires, and nanowire length. First, as can be seen in Figs.
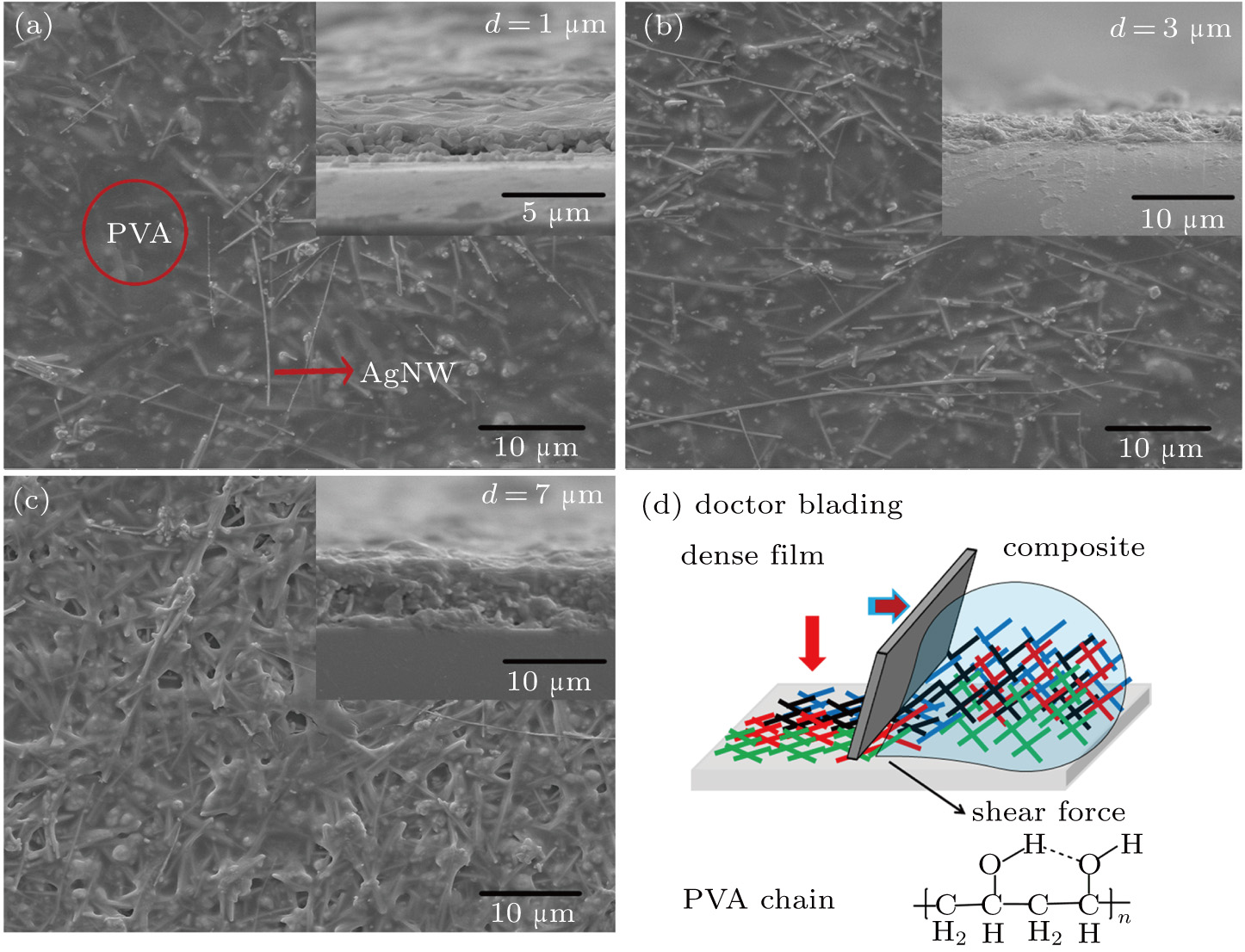 | Fig. 5. (color online) Top-view and cross-section SEM images of conducting film made of AgNW composite: (a)    |
3.3. Effect of nanowire length on film conductance revealed by Monte Carlo simulation
To learn more about the effects of the nanowire density and nanowire length on the film conductance, a Monte Carlo based simulation was carried out similar to that done before.[11] Briefly, a 2D square random network was generated by nanowires with length/width distributions similar to the experimental samples (as shown in Fig.
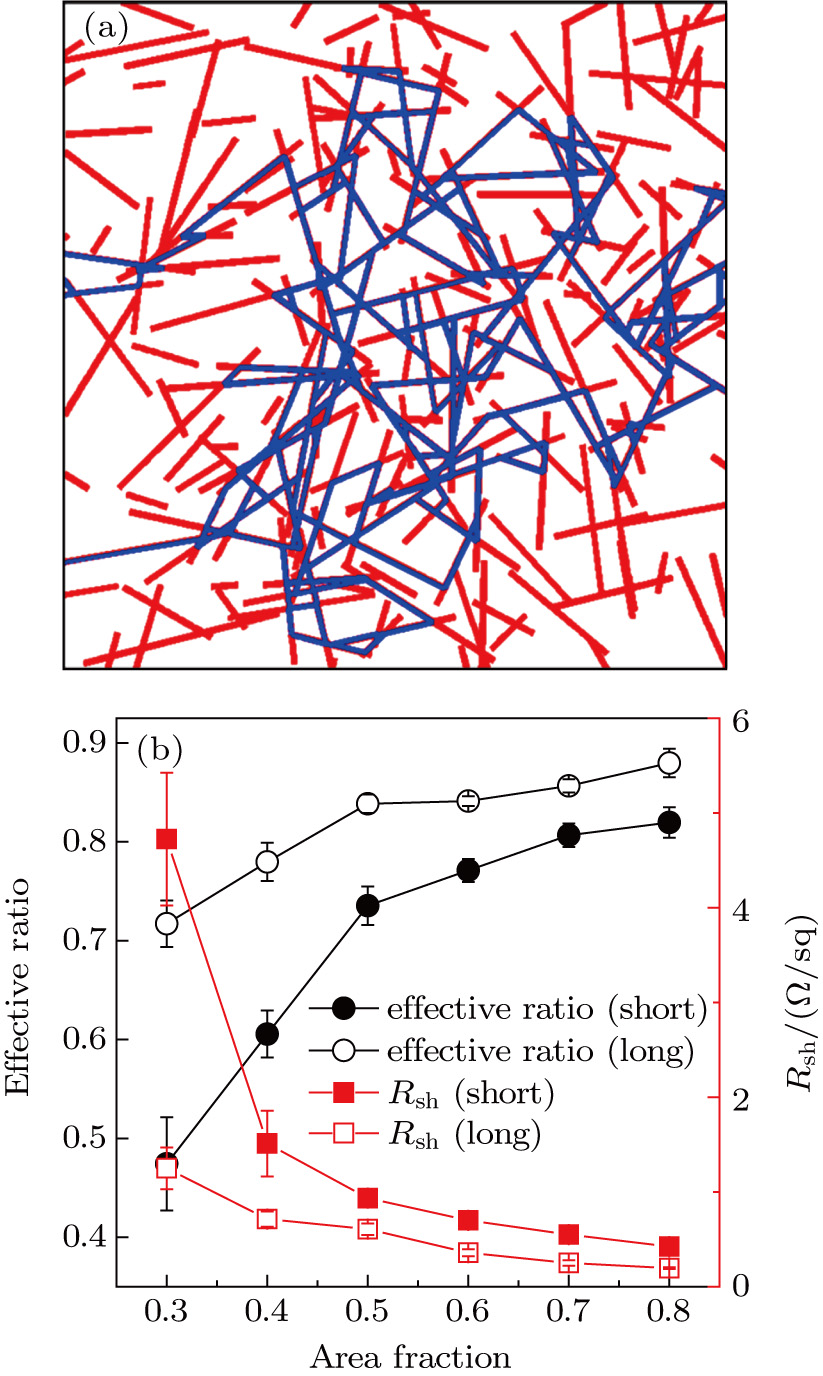 | Fig. 6. (color online) (a) Schematic of AgNW network; blue color shows conducting routes. (b) Relationship between area fraction of nanowire and length ratio of conducting routes in the network and sheet resistance of the network. |
3.4. Application of AgNW based conductive composite
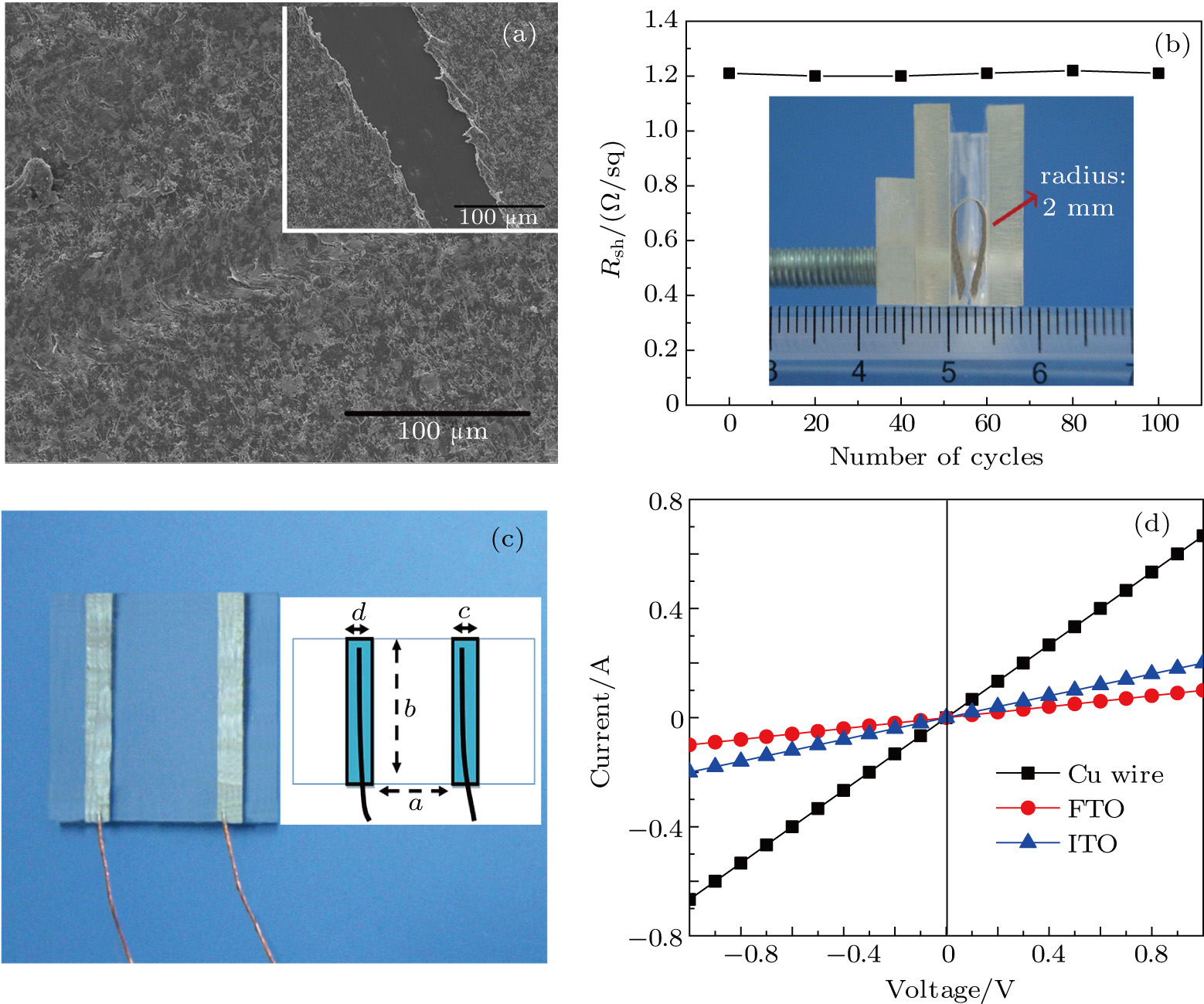
In order to show the potential application of a highly conductive silver composite in flexible optoelectronics, three related properties were examined for conducting films made from the composite: (i) resistance to scratching, (ii) flexibility, and (iii) contact resistance between the film and a transparent & conductive substrate.
The first aspect was evaluated by a pencil-plow experiment, as shown in Fig. 


 | Fig. 7. (color online) (a) SEM images of conducting film after pencil-plowing experiments. The pencil grade 6H was used (inset shows film thickness of  |
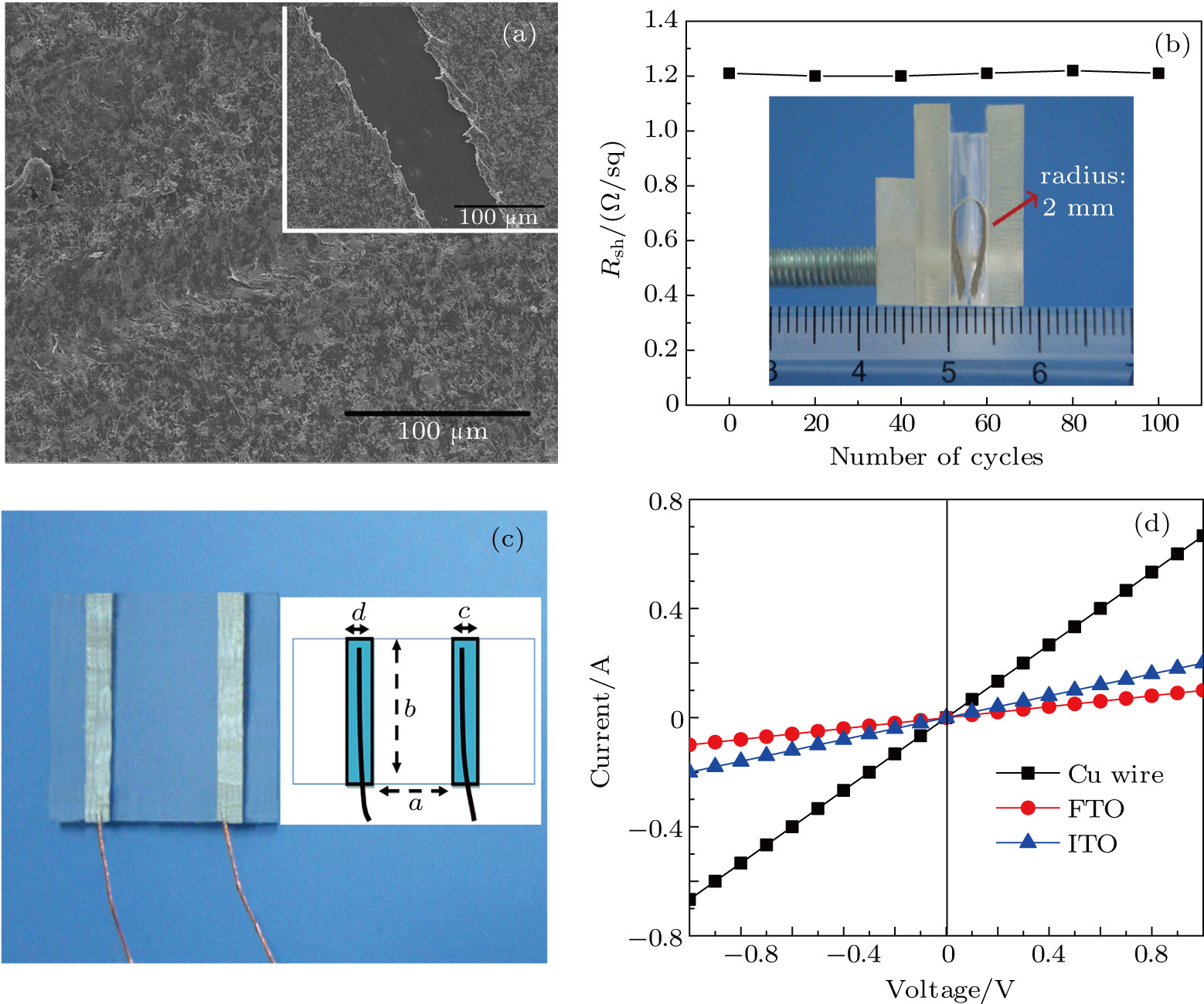
The second aspect, flexibility, was evaluated by monitoring the variation of bending fatigue resistance of the conducting film. As shown in Fig. 
Finally, the contact resistance was measured as illustrated in Fig. 




 |
By measuring the dimensions of a and b, 

 |
The results are collected in Table
| Table 1.
Electric and geometric parameters collected from evaluation of current–voltage behavior of interface between conductive composite and substrates. . |
Then, the contact resistance for FTO and ITO was calculated to be 2.6 Ω/cm2 and 1.0 Ω/cm2, respectively. The larger value for FTO is due to the higher sheet resistance, because the contacting resistance of the interface of Cu/AgNWs composite/FTO(or ITO) also contains part of the substrate (FTO/ITO). Finally, the high scratch resistance of the film, high flexibility, and low contact resistance make such films suitable for applications in optoelectronic devices.
4. Conclusion
Sheet resistance of 0.12 Ω/sq, conductivity of 2.63×104 S/cm, contact resistance as low as 1.0 Ω/cm2, high scratch resistance (pencil hardness of 6H), and good flexibility have been achieved for a conductive composite made of a mixture of silver nanowires and PVA, making the composite suitable for applications in flexible optoelectronics. The length ratio of conducting routes was found to be important in determining the film conductivity of nanowire based networks.
Reference
| [1] | |
| [2] | |
| [3] | |
| [4] | |
| [5] | |
| [6] | |
| [7] | |
| [8] | |
| [9] | |
| [10] | |
| [11] | |
| [12] | |
| [13] | |
| [14] | |
| [15] | |
| [16] | |
| [17] | |
| [18] | |
| [19] | |
| [20] | |
| [21] | |
| [22] | |
| [23] | |
| [24] | |
| [25] | |
| [26] | |
| [27] | |
| [28] | |
| [29] | |
| [30] | |
| [31] | |
| [32] | |
| [33] | |
| [34] | |
| [35] | |
| [36] | |
| [37] |