

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Influence of RE-rich phase distribution in initial alloy on anisotropy of HDDR powders
[Cai Ling-Wena), b) , Guo Shuaia), b) , Ding Guang-Feia), b) , Chen Ren-Jiea), b) , Liu Jiana), b) , Lee Donc) , Yan A-Ru†a), b)  ]
]
]
|
|


†Corresponding author. E-mail: aruyan@nimte.ac.cn
*Project supported by the National Natural Science Foundation of China (Grant No. 51101167), the Ningbo Natural Science Foundation, China (Grant No. 2013A610075), the Ningbo Science and Technology Project, China (Grant No. 2013B10004), the Program of International Science and Technology Cooperation of China (Grant No. 2010DFB53770), the China Postdoctoral Science Foundation (Grant No. 2012M520943), the State Key Program of the National Natural Science Foundation of China (Grant No. 2011AA03A401), and the National Key Technologies R&D Program of China (Grant No. 2012BAE01B03).
The influence of the RE-rich phase distribution in the precursor alloys on the anisotropy of the hydrogenation disproportionation desorption recombination (HDDR) processed powders is investigated. The homogenized ingot alloy and the as-cast strip casting (SC) alloy with a uniform RE-rich grain boundary phase lead to high anisotropy of the refined powders, acquiring degrees of alignment (DOA) of 0.62 and 0.54, respectively. The RE-rich phase aggregation results in a deteriorated DOA of the powders due to the drastic disproportionation rate, while a thin and uniform RE-rich phase distribution is beneficial for DOA. A reaction model of the initial particle microstructure is proposed for optimizing the HDDR powder anisotropy.
Nd– Fe– B magnets with high coercivity have a wide variety of applications in many areas like wind power generators, hybrid vehicles, and so on. One way to obtain high coercivity is the substitution of Dy for Nd, which increases the cost due to the scarcity of the Dy source. Another way is to refine the grain size of the Nd2Fe14B phase in the magnets. By means of reducing the grain size to 1 μ m, the Dy-free sintered magnets with coercivity of 19 kOe were prepared.[1] However, it is difficult to decrease the grain size further to less than 1 μ m in the sintered magnets for higher coercivity at present.
With the hydrogenation disproportionation desorption recombination (HDDR) method, highly coercive powders with an average grain size of 300 nm, equaling to the size of the single magnetic domain of Nd2Fe14B, can be prepared. This is very useful for the production of hot-pressed[2] and bonded magnets.[3] In addition, the powders could also act as the precursor for preparing the single crystalline Nd2Fe14B particles by ball milling, [4] which was also used for the preparation of YCo5 submicron flakes.[5] Many studies investigated the HDDR powders with an alloy ingot[6– 8] being the precusor, while the strip casting (SC) alloy was rarely chosen. Liu et al. studied the effect of the hydrogen pressure of slow recombination treatment (HPSR) on the magnetic properties of the HDDR powders prepared directly from SC alloy flakes.[9] Morimoto et al. analyzed the influence of the annealing temperature of the SC alloy on the powder properties.[10] Few studies revealed the dependence of the HDDR process on the microstructural difference of the ingot alloy and the SC alloy with/without heat treatment. If the factors referring to the initial structures that influence HDDR are elucidated, a further understanding of the reaction will be put forward. In this paper, we study the relationship between the RE-rich phase distribution and the anisotropy of the final powders as well as the HDDR reaction kinetics and propose a reaction model for producing highly anisotropic HDDR powders.
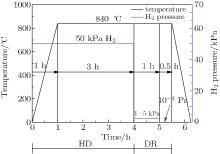
Alloy ingots and SC alloy flakes with the nominal composition of Nd13.5FebalCo6.0Zr0.1Al1.5Ga0.5B6.5 were prepared by induction melting and strip casting under an argon atmosphere, respectively. Part of the ingots and SC alloys were heat treated at 1040– 1140 ° C for 20 h, after which the ingots were pulverized into powders with a particle size of < 200 μ m. Then all the precursors were subjected to HDDR processing as shown in Fig. 1.
The HDDR-processed powders were mixed with epoxy resin and aligned/cured in a magnetic field of 3 T. Magnetic measurements were performed using a physical property measurement system (PPMS) with the applied field parallel and perpendicular to the aligned direction. The anisotropy was determined by the degree of alignment, DOA = (M∥ − M⊥ )/M∥ , where M∥ and M⊥ are the remanences along the parallel and perpendicular directions, respectively.[11] The demagnetization factors were used to correct for the effect of the demagnetizing field. Back scattering electron (BSE) scanning electron microscopy (SEM) and x-ray diffraction (XRD) were utilized for observations of the powders.
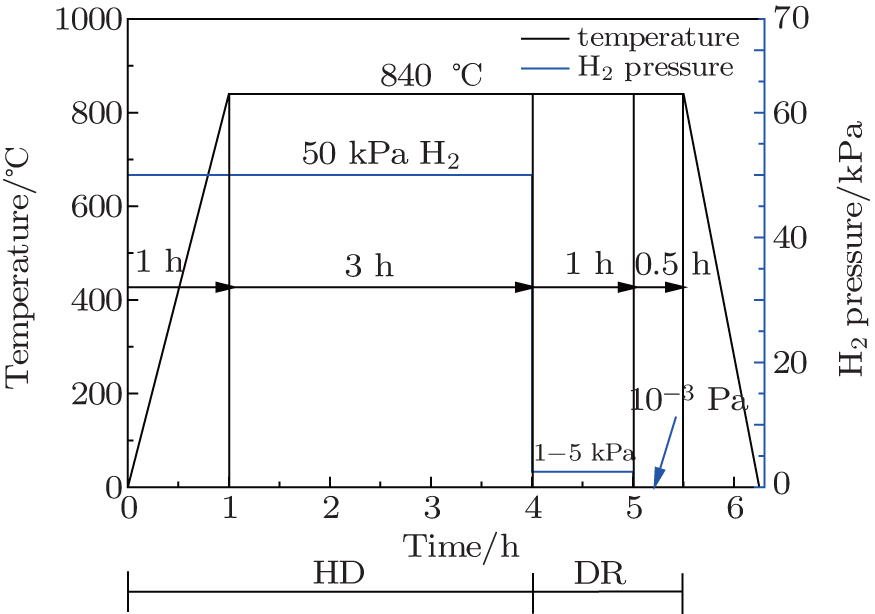 | Fig. 1. Schematic diagram of HDDR process. |
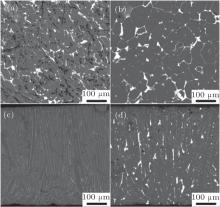
Figure 2 shows the BSE SEM images of alloy ingots and SC alloys with different treatments. Prior to homogenization, the alloy ingot consists of an Nd2Fe14B phase (gray area), an Nd-rich phase (bright area), and an α -Fe phase (dark area) (Fig. 2(a)). A large area of the Nd-rich phase agglomeration exists and few distinct grain boundary phases can be seen. A high amount of the α -Fe phase in the ingot alloy is generally considered undesirable as it is magnetically soft.[12] With high temperature processing, the α -Fe phase disappears and the large Nd2Fe14B grains become regular-shaped with the continuous Nd-enrich phase enveloping them (Fig. 2(b)). In addition, there is less agglomeration of Nd-rich phase compared to that of the as-cast alloy without homogenization. Figure 2(c) shows the cross-sectional BSE image of the initial SC alloy with the columnar main phase (3– 5 μ m) uniformly seperated by the Nd-rich phase from the near-roller surface to the free surface. In comparison, the Nd2Fe14B grain coarsening with the grain width of 20– 30 μ m, congregation and spot existence of the Nd-rich phase can be seen in the heat treated SC alloy (Fig. 2(d)).
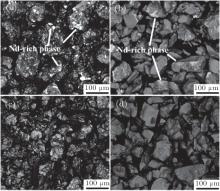
The BSE SEM images of the ingot alloy powders at different steps are shown in Fig. 3. Before the HDDR process, the Nd-rich phase aggregation can be seen in the non-treated alloy (Fig. 3(a)), while it basically distributes along the surface of the powders with homogenization (Fig. 3(b)), which is due to the different microstructures of the precursor alloy ingots. After the reaction, the Nd-rich phase disappears, indicating that it takes part in the HDDR process and redistributes in the internal powders. The effect of the Nd-rich phase on HDDR will be discussed in detail in the following paragraphs.
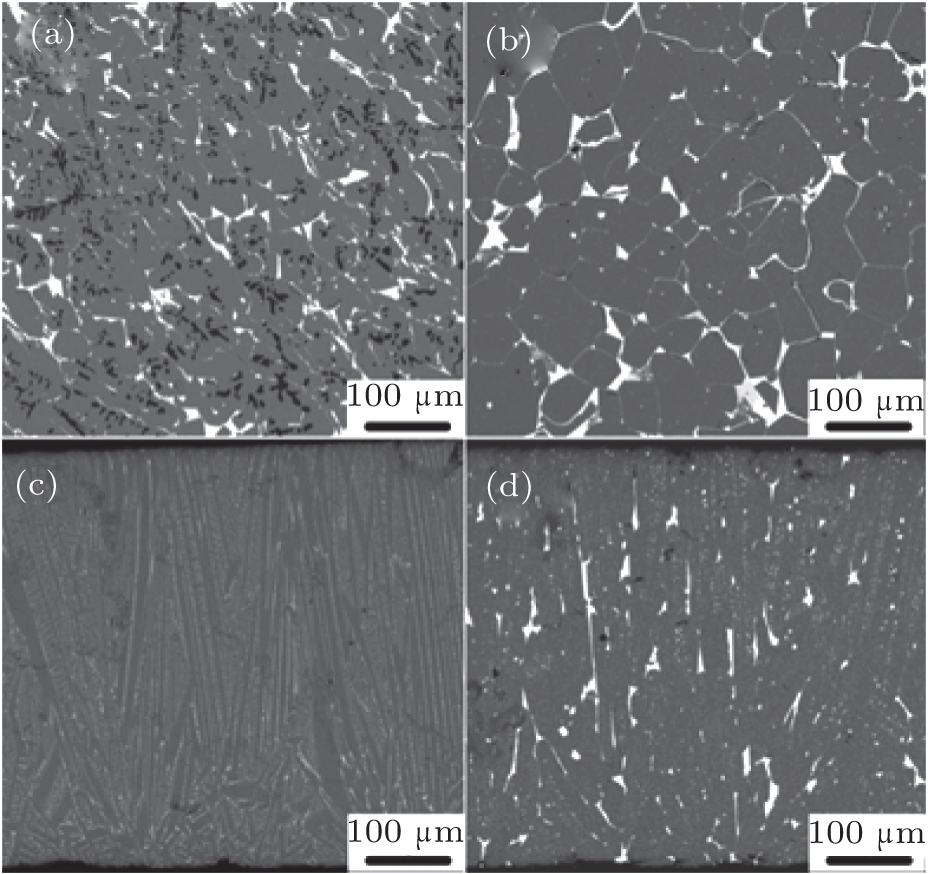 | Fig. 2. BSE SEM images of alloy ingots and SC alloys: alloy ingot without (a)/with (b) homogenization; SC alloy without (c)/with (d) heat treatment. |
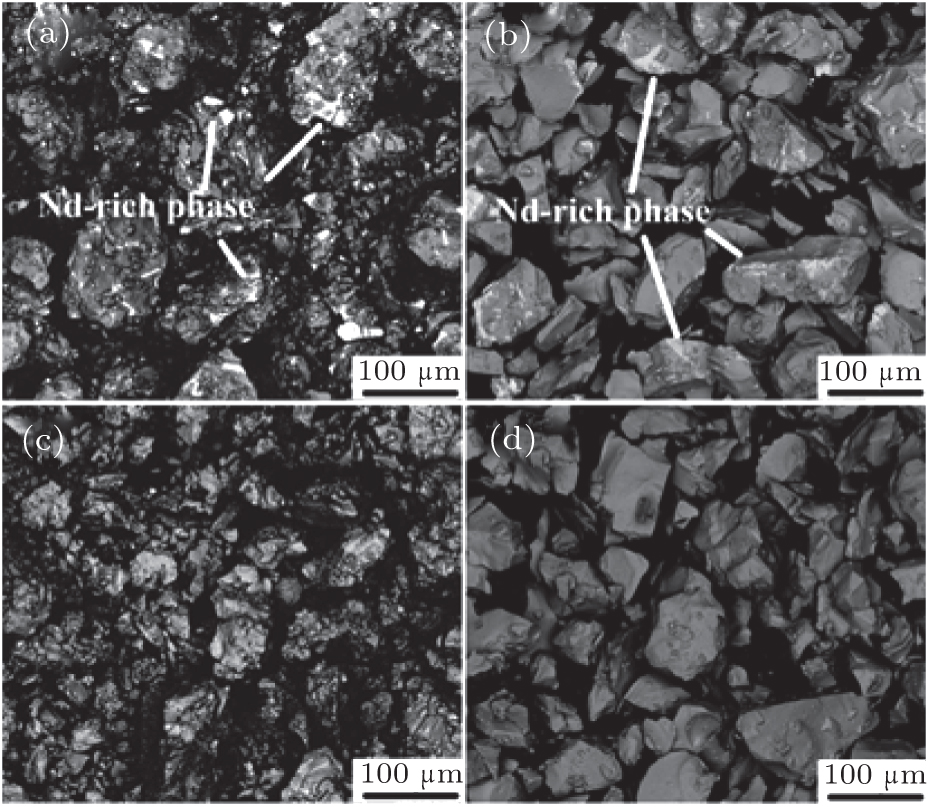 | Fig. 3. BSE SEM images of the ingot alloy powders before and after HDDR processing: (a) as-cast and (b) homogenized ingot alloy powders before HDDR; (c) as-cast and (d) homogenized ingot alloy powders after HDDR. |
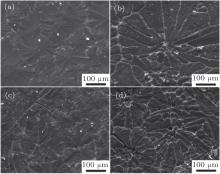
Figure 4 shows the SEM images of the SC alloy on the near-roller side with/without heat treatment and before/after HDDR processing. The grains radiating from the nucleation sites coarsen and the grain boundaries become thicker after being heat treated, revealing that an evident grain growth occurs and part of the Nd-rich phase is extruded from the initial intergranular phase of the columnar structure. The other part of the Nd-rich phase is not well-distributed (mainly in the form of congregation) and few distinct and continuous grain boundaries can be seen in Fig. 2(d). The cracks observed in Fig. 4(c) may be attributed to the HDDR processing because the Nd-rich grain boundary acts as the diffusion path of hydrogen from the outer space to the matrix phase for the disproportionation reaction. The absorption of hydrogen causes volume expansions in certain phases: 4.8% for Nd2Fe14BH2.7 and 16.4% for NdH3, [13, 14] confirming that the cracks mainly originate from the grain boundaries. When the grain boundary is thicker, the cracks due to the volume expansion become more evident along the grain boundary along with a few transcrystalline fractures. The more the Nd-rich phase appears, the more cracks gather in the nucleation sites, as shown in Fig. 4(d).
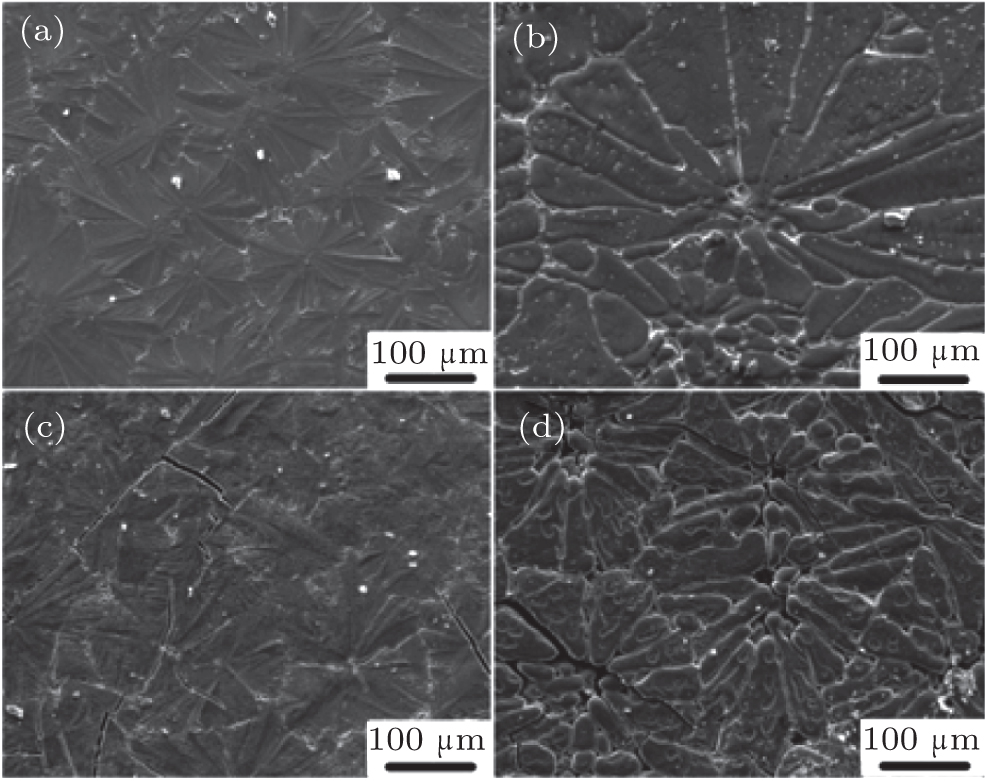 | Fig. 4. SEM images of SC alloys before and after HDDR processing: (a) as-cast and (b) heat treated SC alloys before HDDR; (c) as-cast and (d) heat treated SC alloys after HDDR. |
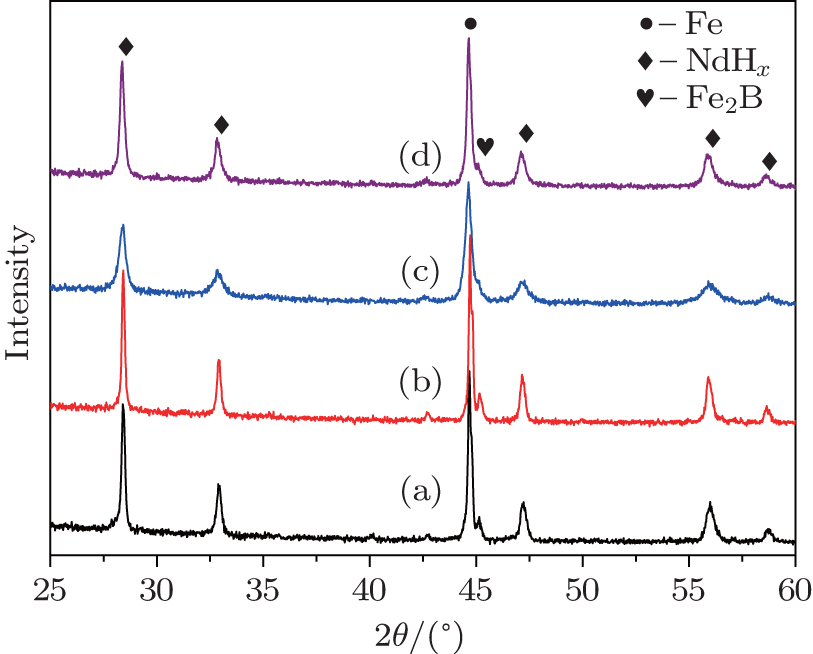 | Fig. 5. XRD patterns of disproportionated mixtures from ingot alloy and SC alloy: (a) as-cast and (b) homogenized alloy ingots; (c) as-cast and (d) heat treated SC alloys. |
Figure 5 shows the XRD patterns of the disproportionated mixtures from different precursor alloys. With the disproportionation time of 3 h, the four kinds of starting alloys disproportionate into conventionally intermediate phases: α -Fe, NdHx, and Fe2B. Compared to the SC alloy, the ingot alloy presents higher signal intensities of intermediate mixtures, which could be attributed to better crystallization of reaction phases in the disproportionated powders. It reveals that the distribution of the Nd-rich phase has a significant influence on the kinetics of disproportionation which could be closely related to the anisotropy of the recombined powders.
The comparison of magnetic properties in different alloy ingots is shown in Table 1, with Hci = 13.8 kOe, Br = 11.5 kGs, (BH)max = 25.6 MGOe dramatically increasing to Hci = 17.7 kOe, Br = 13.7 kGs, (BH)max = 39.1 MGOe as well as DOA. The coercivity of the HDDR-processed powders from the homogenized alloy ingot is high due to a narrow size distribution which corresponds to a more uniform disproportionation rate and a uniform grain growth in the recombined material. The existence of the α -Fe phase is considered to affect the anisotropy of the HDDR-processed powders due to the lamellar structure with the rod-like NdHx phase embedded in the matrix α -Fe phase[15, 16] in the disproportionation process. Although the α -Fe phase plays an important role in the texture formation, the Nd-rich phase distribution in the initial alloy dominates the anisotropy in the final powders. According to the previous report, [17] the Nd-rich phase has much lower activation energy compared to hydrogen and generates heat through exothermic hydrogenation, which activates hydrogen absorption in the Nd2Fe14B phase, providing another absorption path of hydrogen to the main phase except the direct interface entering into the Nd2Fe14B grains. So the thin and continuous Nd-rich distribution in the homogenized alloy ingot ensures the more uniform disproportionation rate compared to that of the as-cast state, having an influence on the anisotropy of the HDDR-processed powders. For the SC alloy, the DOA of the recombined powders in the as-cast SC is 0.54, higher than that in the SC alloy with the columnar structure coarsened. This perhaps can be attributed to the well-distributed structure from the near-roller side to the free side in the SC, resulting in the uniform disproportionation process that affects the DOA of the HDDR-processed powders. The congregation and spot existence of the Nd-rich phase in the heat-treated SC alloy has an impact on the uniformity of the hydrogen absorption rate and the following reaction for the Nd2Fe14B phase, resulting in a DOA of 0.29.
| Table 1. Typical magnetic properties of HDDR-processed powders with different precursor alloys. |
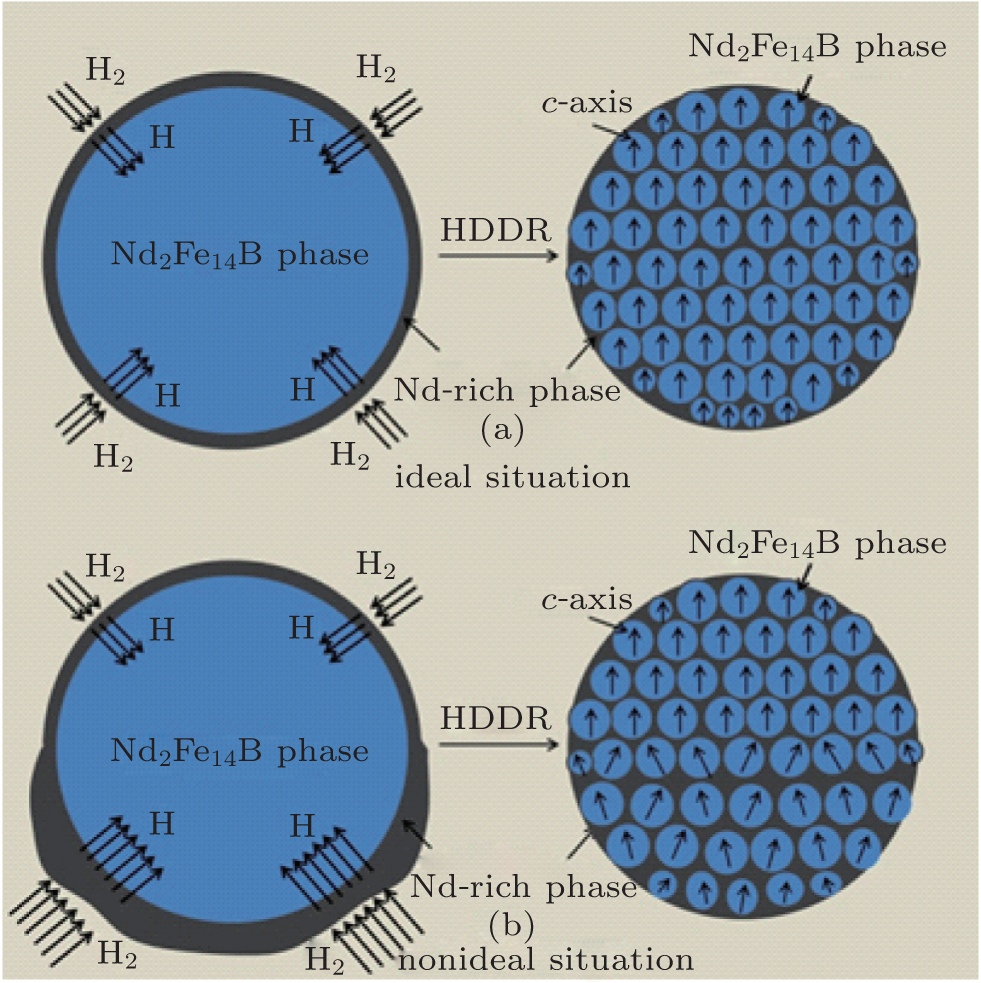 | Fig. 6. Sketch of HDDR process in particles with different Nd-rich phase distributions: (a) ideal situation, (b) nonideal situation. |
Figure 6 shows the sketch of the HDDR treatment which refines the initial large grain to 300– 600 nm. To acquire high anisotropy of the final particles, an optimized model for the HDDR process is proposed with respect to the Nd-rich phase distribution. As the hydrogen absorption and disproportionation is dominated by the Nd-rich phase, the rounded distribution of the phase with uniform thickness would be better to ensure equilibrium of the disproportionation process. This can avoid the drastic reaction between the hydrogen atom and the Nd2Fe14B phase so as to obtain the highly anisotropic powders. It is because the hydrogen reaction includes two steps: hydrogen decomposition in the solid-gas interface and hydrogen atom diffusion through the solid. Although disproportionation is closely related with the hydrogen atom diffusivity, the decomposition rate of hydrogen depending on the Nd-rich phase with low hydrogen absorption free energy plays an important role in the reaction. Compared to the situation of Nd-rich phase aggregation, the uniform Nd-rich phase distribution provides uniform hydrogen-absorbing sites and moderate hydrogen atom diffusivity in the phase toward the matrix phase for reaction.
The alloy microstructures have a significant influence on the anisotropy of the HDDR-processed powders. The DOA of the HDDR powders from the homogenized alloy ingot is 0.62, which is the highest among different precursor alloys. The uniform Nd-rich distribution brings a uniform disproportionation rate affecting the anisotropy of the powders. So it is an effective way to optimize the microstructure of the precursor alloys to produce high performance HDDR-processed powders.
| 1 |
|
| 2 |
|
| 3 |
|
| 4 |
|
| 5 |
|
| 6 |
|
| 7 |
|
| 8 |
|
| 9 |
|
| 10 |
|
| 11 |
|
| 12 |
|
| 13 |
|
| 14 |
|
| 15 |
|
| 16 |
|
| 17 |
|