1. IntroductionHigh electron mobility transistors (HEMTs) based on AlGaN/GaN heterostructures have been widely studied and have exhibited outstanding performances in high-power and high-frequency devices. Unlike conventional HEMTs made of modulation-doped semiconductor heterostructures, no intentional doping is required to generate two-dimensional electron gas (2DEG) at the AlGaN/GaNinterface.[1] The wide bandgap (3.4 eV of GaN and 6.2 eV of AlN) leads to a high breakdown field (∼ 106 V/cm) and thus high breakdown voltage. The high saturation velocity (1.5 × 107 cm/s) provides high current density. Output power density is one of the most important factors to judge the performance of AlGaN/GaN HEMTs. Both 2DEG sheet density ns and mobility μ need to be improved in order to get high output power density. However, the improvement of these two figures often contradict each other, i.e., a growth condition in favor of high ns usually leads to lower μ . Therefore, growth conditions should be optimized to get good electrical properties. A comprehensive parameter, the square resistance R□ (R□ = 1/μ ns), is commonly used to judge the characteristic of AlGaN/GaN HEMT structure.
In this paper, influences of AlN interlayer thickness, AlGaN barrier thickness, and Al composition on the two-dimensional electron gas (2DEG) performance of AlGaN/AlN/GaN structure are investigated. AlGaN barrier thickness and Al composition are optimized. The AlN interlayer can effectively improve the mobility and the sheet density of 2DEG. The addition of a low V/III ratio and high pressure stage at the beginning of the high-temperature GaN layer growth can effectively improve the electrical properties.
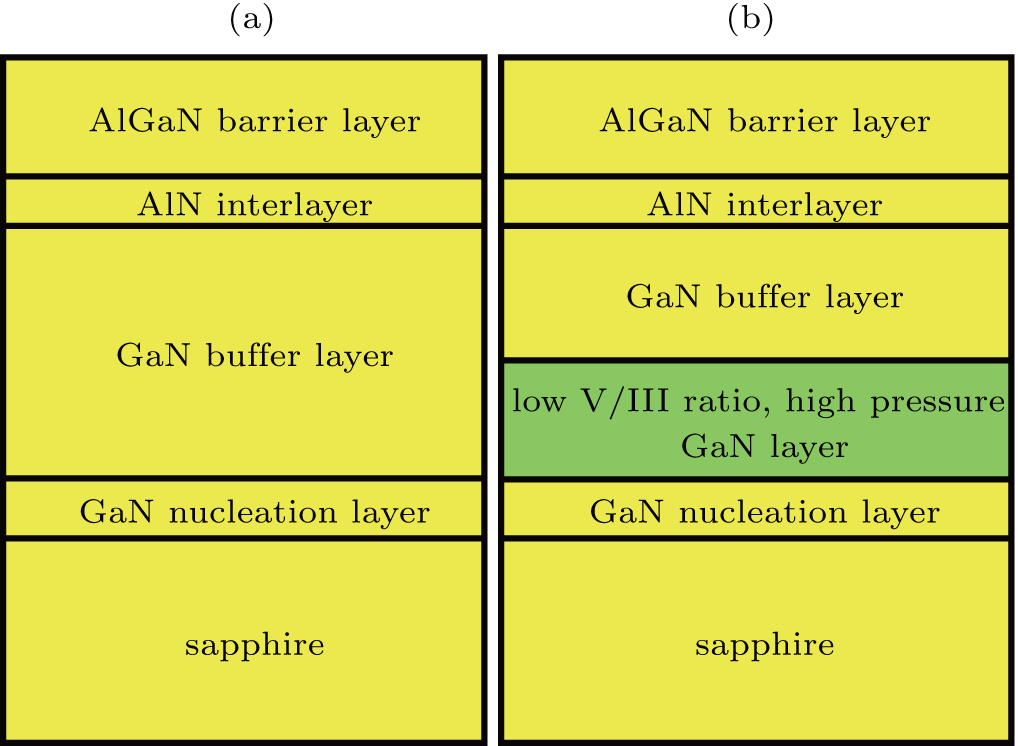
2. ExperimentThe HEMT structures are grown on c-plane sapphire substrates by metal– organic chemical vapor deposition (MOCVD) with a close-spaced shower head reactor. Ammonia (NH3) and trimethylgallium were used as the N and Ga precursors. H2 was used as the carrier gas. The HEMT structure consists of a low-temperature GaN nucleation layer, high-temperature GaN buffer layer, AlN interlayer, and the AlGaN barrier layer, as is shown in Fig. 1(a). Three series of samples are grown to separately investigate the influences of AlN interlayer thickness, AlGaN barrier thickness and Al composition on the 2DEG mobility, sheet density, and square resistance. The electrical properties of the grown films were obtained from room temperature Hall measurements using the van der Pauw method.
3. Results and discussion3.1. Series I: AlN interlayer thicknessNormally, the increase of Al mole fraction and the thickness of AlGaN barrier layer will lead to a higher ns, but at the same time result in a drop of μ . In 2001, Shen et al.[2, 3] reported that an insertion of a thin AlN layer at the AlGaN/GaN interface would lead to an increase of the electron mobility while maintaining the high sheet density of 2DEG in comparison to standard AlGaN/GaN structures. This is due to the fact that the AlN inter layer will enhance the effective band gap between the GaN buffer layer and the barrier layer, and also will weaken the alloy disorder scattering of 2DEG.
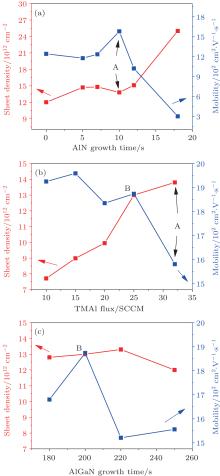
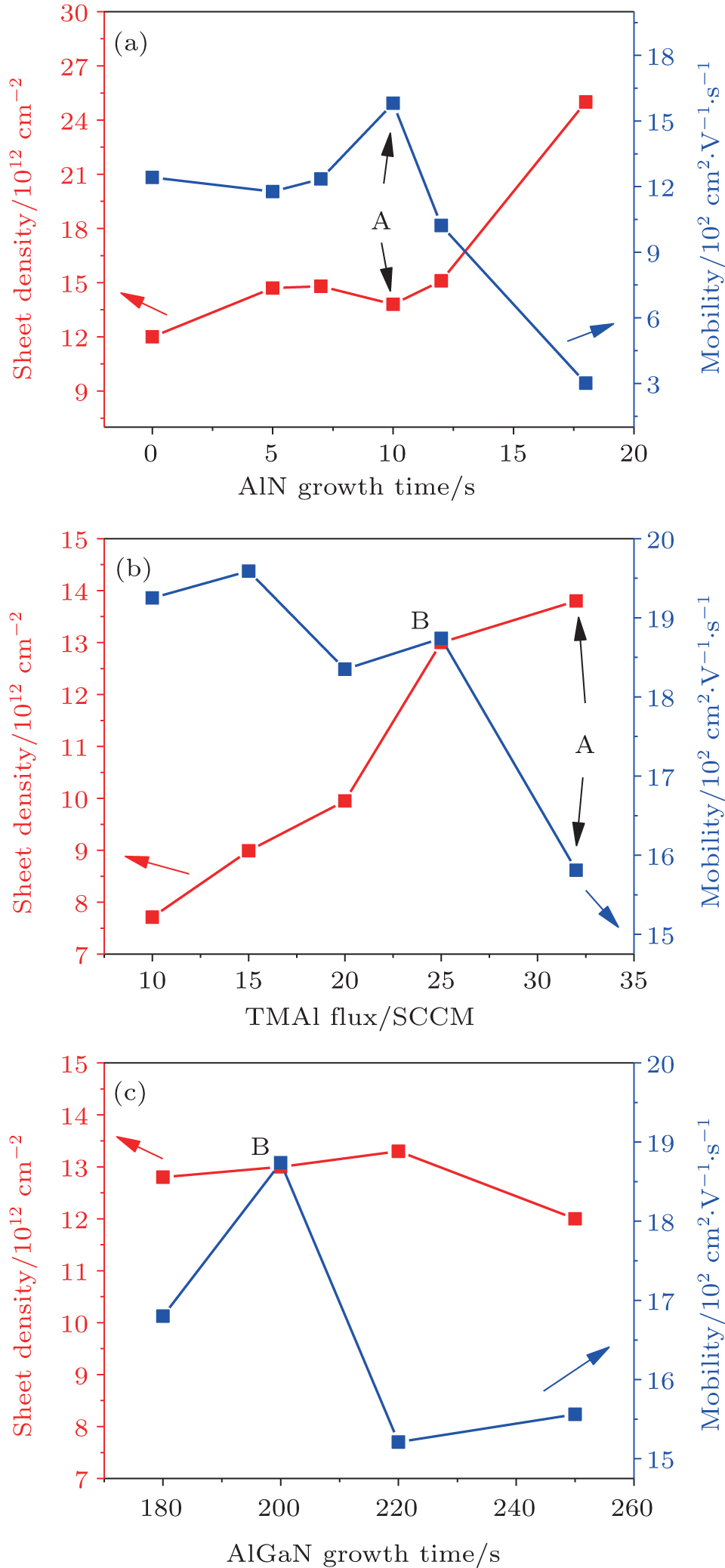
In order to optimize the thickness of AlN interlayer, series I is grown. Six samples with the structure shown in Fig. 1(a) are grown under the same growth condition except the growth time of the AlN interlayer. The growth time of AlN interlayers varies from 0 s to 18 s (about 0– 1.8 nm thick, the growth rate of the AlN and AlGaN layer is about 0.1 nm/s according to the experiment). The measured mobility and sheet density of 2DEG at room temperature is shown in Fig. 2(a). It can be seen that the sample with 10 s (about 1 nm thick) AlN interlayer (named sample A) shows the best electrical properties. If the AlN interlayer is too thin, 2DEG will not be effectively isolated from the alloy disorder scattering of the AlGaN barrier and the interface roughness may be even worse than the AlGaN/GaN structure. However, if the thickness of the AlN interlayer exceeds the critical value, lattice relaxation will take place and thus lead to a low mobility. Therefore, the thickness of AlN interlayer should be carefully modulated to maintain high ns and high μ .
3.2. Series II: Al fraction of AlGaN barrier layerIn order to optimize the Al fraction of the AlGaN barrier layer, series II is grown. Series II contains five samples grown under the same condition (i.e., the thicknesses of AlN layer and AlGaN layer, the growth temperature, the growth pressure, the NH3 flux during the growth of AlN layer and AlGaN layer) as sample A, except that the TMAl flux during the AlGaN barrier layer growth. The TMAl flux varied from 10 to 32 standard-state cubic centimeter per minute (SCCM). Among series II, the one with TMAl flux of 32 SCCM is sample A from series II. The 2DEG sheet density and mobility are shown in Fig. 2(b). It can be seen that though the 2DEG sheet density increases while the TMAl flux rises, the mobility drops significantly.
Commonly considered scattering mechanisms include acoustic and optical phonons scattering, remote and background impurities scattering, alloy disorder scattering, interface roughness scattering, and dislocation scattering. Miyoshi et al.[4] have investigated electronic properties of AlGaN/GaN structures with varied Al fraction at 77 K and room temperature. It is reported that the 2DEG mobility reduces with increasing Al fraction. At 77 K, mobility is mainly determined by interface roughness and alloy disorder scattering. Especially when the Al content is relatively high, interface roughness is the main cause of the mobility drop. At room temperature, the mobility is determined by polar-optical phonon and interface roughness scattering. Alloy disorder scattering is directly related to Al fraction. Interface roughness scattering is enhanced because when Al fraction increases, the 2DEG density will increase and its space distribution will be closer to the interface.
We notice from Fig. 2(b) that although sample A has the largest 2DEG density, sample B (the one with Al flux 25 SCCM) has a better electron transport property because it has a much higher mobility and a relatively high 2DEG density. The square resistance of samples A and B are 354 and 259 Ω /◻ , respectively.
3.3. Series III: thickness of AlGaN barrier layerThe thickness of AlGaN barrier layer also needs to be optimized. Four samples are grown under the same condition with sample B (i.e., the thickness of AlN layer, the growth temperature, the growth pressure, the TMAl flux, the NH3 flux during the growth of AlN layer and AlGaN layer) except that the growth time of the AlGaN layer varies from 180 s to 250 s (about 18– 25 nm thick). These three samples along with sample B are named as series III. As is shown in Fig. 2(c), the 2DEG sheet density rises slightly as the growth time increases and then decreases. This is agreed with the result reported in Refs. [5]– [7] that 2DEG mobility will saturate as the AlGaN layer thickness increases. When the AlGaN layer exceeds the critical thickness, relaxation will take place and cause the drop of 2DEG sheet density. The mobility firstly rises and then drops significantly as the AlGaN layer thickness increases. Therefore, sample B (with AlGaN layer about 20 nm thick) has the lowest square resistance among series III.
In addition, the optimized AlGaN barrier thickness varies as the Al fraction changes. AlGaN barrier with a higher Al fraction has a lower optimized thickness. This is because when the Al fraction is higher, the critical thickness of the AlGaN barrier layer to form the 2DEG is lower, and also a thinner AlGaN barrier layer is needed to make the 2DEG density saturate. Also, lattice relaxation is more likely to take place when Al fraction gets higher. Therefore, the optimized AlGaN barrier thickness decreases as the Al fraction increases.
3.4. Improvement of the quality of GaN bufferIn order to further improve the electron transport property of AlGaN/AlN/GaN structure, measures should be taken to diminish scattering. As discussed above, 2DEG mobility is mainly determined by polar-optical phonon, alloy disorder, and interface roughness scattering. Polar-optical phonon scattering cannot be gotten rid of because even perfect crystal would have lattice vibration. Introducing an AlN interlayer between AlGaN and GaN can effectively diminish alloy disorder scattering by segregating the 2DEG and ternary alloy AlGaN. To deal with the interface roughness scattering, the growth condition should be modulated to improve the crystal quality and surface morphology of GaN buffer.
Our former investigation[8] has shown that by using a low V/III ratio in the initial epitaxial growth stage, the dislocation density in GaN can be significantly reduced. It is also reported[9] that the light output of the GaN light emitting diode is improved by lowering the NH3 flow during the initial high-temperature growth of the GaN layer. The authors owe this result to the improved crystal quality and surface morphology of the GaN buffer. It is also reported[10] that the optical and crystalline quality of the GaN epilayer is improved when the nucleation layer is deposited at high pressure. The effect of lowering the V/III ratio and increasing the pressure is prolonging the process of transition from three-dimensional nucleus growth to two-dimensional lateral growth. During the lateral growth of the nuclei, a portion of the threading dislocations will bend into lateral directions and annihilate, improving the crystal quality and surface morphology of the GaN buffer.
Based on the above-mentioned analysis, sample C is grown. The structure of sample C is shown in Fig. 1(b). Comparing with sample B, an initial GaN layer with low V/III ratio and high reactor pressure is added in sample C. Hall measurement shows that the 2DEG sheet density, mobility, and square resistance of sample C are 1.19 × 1013 cm− 2, 2101 cm2· V· − 1s− 1, and 249 Ω , better than sample C’ s 1.30 × 1013 cm− 2, 1874 cm2· V· − 1s− 1 and 259 Ω . The significant increase of electron mobility demonstrates that the addition of a low V/III ratio and high pressure stage can effectively improve the crystal quality of the GaN layer and AlN/GaN interface morphology, diminishing the interface roughness scattering.
4. ConclusionIn summary, AlN interlayer thickness, AlGaN barrier thickness, and Al composition of AlGaN/AlN/GaN structures are optimized to obtain high 2DEG sheet density, high electron mobility, and low square resistance. The addition of a low V/III ratio and high pressure stage can effectively improve the crystal quality and interface morphology and thus significantly improve the electrical properties of AlGaN/AlN/GaN structure.



{kind=link}
{kind=link}
 , Jiang De-Sheng
, Jiang De-Sheng