



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Room temperature damping correlated to the microstructures in Cu–20.4Al–8.7Mn*
[Hao Gang-Linga)†  , Wang Xin-Fu
, Wang Xin-Fub) , Wang Huic) , Li Xian-Yua) ]
, Wang Xin-Fu|
|


†Corresponding author. E-mail: glhao@issp.ac.cn
*Project supported by the National Natural Science Foundation of China (Grant No. 51301150), the Special Program of Science and Technology New Star of Shaanxi Province, China (Grant No. 2013KJXX-11), and the High-level University Construction Special Program of Shaanxi Province, China (Grant No. Physics-2012SXTS05).
The damping capacity of the shape memory alloy Cu–20.4Al–8.7Mn (at.%) at room temperature is investigated by an internal friction technique. Results indicate that the alloy exhibits higher damping capacity in the Martensitic condition than that in the austenitic condition due to the latter having lower intrinsic damping capacity and pinning effect coming from the precipitate particles. The maximum damping capacity is obtained in the coexistence condition of Martensite and austenite. The condition can be achieved when processing an isothermal ageing for the as-cast sample at temperatures of 100 °C–150 °C. Three possible mechanisms are considered to account for the maximum damping capacity. They are listed as much increased interfaces between twin boundaries, owing to the thinning of martensitic plates, martensitic transformation induced by the applied stress during internal friction measurements, phase transformation itself based on the coexistence of martensitic and austenitic phases with a macroscopic amount. However, the contribution of the first mechanism is predominant.
The damping capacity of a material is a measure of the energy that is dissipated in the material during mechanical vibration under cyclic loading.[1] The high damping materials can be used as enegy absorbers or dampers; they are much more valuable in suppressing mechanical vibration and attenuating wave propagation in the control of noise and the stabilization of structures.[2, 3] Shape memory alloy (SMA) as one of the high damping materials attracts more and more attention due to the desirable combination of the mechanical property and damping behavior. The main damping mechanism of the SMA is the reversible hysteretic movement of interface boundaries under an applied external stress, such as martensite– austenite, twin boundary, stacking faults, and martensitic variants. However, the main limitation is the temperature range of martensitic transformation, for the damping is usually low in the parent austenitic phase. Moreover, the heat treatment and frequency of vibration are important factors influencing the damping capacity.[4]
As is well known, the damping capacity of the CuAlMn SMA is so susceptible to alloy composition, microstructure, and thermal treatment history. Much relevant research has been widely carried out. Mallik and Sampath[5] found that the CuAlMn alloys with a composition range of 10 wt%– 15 wt% Al and 0 wt%– 10 wt% of Mn can obtain higher damping capacity in the martensitic condition than that in the austenitic condition. However, the isothermal ageing led to the formation of precipitate particles and thus a notable decrease of the damping capacity. Similar results were also obtained in Cu– 11.4Al– 6.9Mn (wt%) alloy. It was indicated that the damping capacity greatly decreased when the homogenization sample was processed by an isothermal ageing, because the twin boundaries and phase interfaces were effectively pinned by the point defects.[6] The dependence of damping capacity on solution temperature for Cu– 7.66Al– 9.52Mn (wt%) alloy is investigated. It showed that the damping capacity increased with the solution temperature increasing up to 825 ° C and then decreased when further increasing temperature. The dependence was understood according to the change in the numer of the martensitic plates and their thichness values.[7] For the Cu– 11.0Al– 8.0Mn (wt%) alloy, it was found that the alloy can allow an almost equivalent damping capacity whether in martensitic phase or in austenitic phase when the applied surface stress amplitude reaches 4.05 MPa.[8]
From the researches aforementioned, it is clear that the effect of heat treatment on the damping capacity is so complicated, owing to the varieties of alloy composition and microstructures, that a general acknowledged conclusion cannot be drawn as yet. From the viewpoint of practical application, the alloys with high damping capacity at room temperature are especially favorable. Therefore, to determine a suitable alloy composition and find an appropriate heat treatment processing to meet the demand has been a challenge. Correlated to the microstructure evolution, the present study aims to investigate the influence of isothermal ageing on room temperature damping capacity systematically for the Cu– 20.4Al– 8.7Mn (at.%) alloy with the expectation of finding a desirable heat treatment processing. It is also expected that the present study can provide some valuable guidances for better developing Cu-based SMA with high damping capacity.
The Cu– 20.4Al– 8.7Mn (at%) SMA was prepared by arc-melting the constituent elements under a Ti-gettered argon atmosphere. The parent metal pieces were used with the same purity of 99.99%. To ensure the homogenization of the elements in the ingot, the master alloys were melted six times. The ingot was cast by pouring the molten alloy into a water-cooled copper mold with a cross-section dimension of 10 mm× 10 mm. The resulting sample with the cross-section dimension slightly less than 10 mm× 10 mm was obtained by the common copper mold suction-casting technique. To obtain different microstructures of the alloy, the as-cast samples were subjected to an isothermal ageing in various temperature ranges, less than 100 ° C (named Zone I), 100 ° C– 150 ° C (named Zone II), 150 ° C– 300 ° C (named Zone III) respectively for 2 h in an argon atmosphere and then quenched in an air atmosphere.
The internal friction (IF, Q− 1) measurements were performed using a computer-controlled inverted torsion pendulum in the forced vibration mode. The apparatus basically consists of an inverted torsion pendulum, a temperature programmer, a photoelectron transformer, and a computer automatic controlling system to operate the whole measurement and process the data in real time. The excitation strain amplitude was in a range from 10− 6 to 10− 4. The resolution of the IF measurement was 10− 4. The details of the apparatus can be found elsewhere.[9] All the specimens used in the IF measurements were cut from the same ingot with dimensions of 60 mm× 2 mm× 0.8 mm. The strain amplitude adopted in the present IF measurement is 20× 10− 6.
Optical microscopy observation and x-ray diffraction (XRD) were conducted to characterize the evolution of microstructure and phase transition using a Leica DMI-3000M optical microscope and Shimaozu XRD-7000 apparatus respectively. The specimens for optical observation were prepared by the standard metallographic technique at room temperature. The etching solution with the compositions of 2.5-g FeCl3+ 5-ml HCl+ 30-ml H2O was used. In the XRD analysis, the Cu Kα radiation was used as an incident radiation and the voltage, current, and angle step were 40 kV, 30 mA, and 0.02° respectively.
Figure 1 shows the temperature dependence of internal friction for the as-cast specimen from room temperature to 325 ° C with the heating rate 2 ° C/min and measuring frequency 1.0 Hz. The most outstanding feature is the occurrence of two IF peaks. The mechanisms of two peaks are the reverse martensitic transition and grain boundary relaxation respectively, which are not discussed in the present paper because they have been studied elswhere.[10– 12] Three temperature ranges of isothermal ageing are divided based on the region of the reverse martensitic transition IF peak, plateau region with nearly constant IF value and the region of the grain boundary IF peak respectively. The ageing temperature dependence of the reverse martensitic transition IF peak in the heating process is shown in Fig. 2 ranging from room temperature to 125 ° C with a measuring frequency of 1.0 Hz. It can be found that the phase transformation peak and thus the phase transformation region is shifted toward a lower temperature range with ageing temperature increasing from room temperature to 150 ° C. The peak positions are located at around 50 ° C and 25 ° C corresponding to the ageing temperatures of 50 ° C and 150 ° C respectively. However, the further increasing of the ageing temperature, the peak height rapidly decreases and even completely disappears when the ageing takes place in Zone III. It is certain that the variation of the peak reflects the evolution of the microstructue in the alloy. The peak feature can provide a distinct index to understand the condition of the alloy after isothermal ageing. The results disclose the fact that the alloy at room temperature should be in the martensitic condition or in the coexistence condition of martensite and austenite after isothermal ageing has been implemented in Zones I and II. The alloy is completely transformed into the austenitic phase when subjected to isothermal ageing in Zone III.
 | Fig. 1. Temperature dependence of IF during the heating process for the as-cast Cu– 20.4Al– 8.7Mn alloy. |
Figure 3 shows the variations of damping capacity with isothermal aging temperature at room temperature and various measuring frequencies for the as-cast alloy. It can be noted that the damping capacity is closely associated with the ageing temperature. The damping increases with the increasing of ageing temperature in Zones I and II and then rapidly decreases when ageing takes place in Zone III. As a specific comparison of values, the damping changes from 0.0015 up to 0.01, then down to 0.0003 at the frequency of 1.0 Hz, respectively corresponding to the ageing temperatures 50 ° C, 150 ° C, and 300 ° C. As a result it can be followed that a much more room temperature damping capacity of the alloy can be obtained after an ageing process has been implemented at the temperatures of Zone II. Another important concern is that there is a marked dependence of the damping capacity on measuring frequency. With the increase of measuring frequency, the damping capacity increases for the alloy aged at the temperatures in Zones I and III. However, after ageing at temperatures in Zone II, the damping capacity rapidly decreases as the measuring frequency increases. The feature is in good accordance with the characteristic exhibited in the phase transformation process, and it is further confirmed that the alloy at room temperature after the isothermal ageing has been implemented in Zone II should be under the coexistence condition of martensite and austenite.[11, 13]
 | Fig. 2. Ageing temperature dependences of the reverse martensitic transition IF peak in the heating process. |
 | Fig. 3. Variations of internal friction with ageing temperature for different measuring frequencies. |
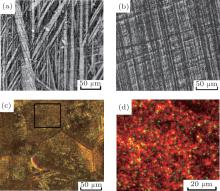
As is well known, the damping capacity is correlated with the microstructure. The enhanced damping capacity of the alloy can be undertood according to the evolution of microstructure. Figure 4 shows the optical micrographs of the alloy in different states. It can be found that the microstructure of the alloy is much more sensitive to ageing temperature. The as-cast sample is comprised of the martensitic phase with lath-shaped microstructures and a disorder arrangement. After isothermal ageing at 150 ° C, the martensite plate is thinned and thus interfaces between twins greatly increase. The phenomenon also indicates that the isothermal ageing plays an important role in thinning the twins. However, when ageing at higher temperatures, such as 300 ° C, the reverse martensitic transformation takes place and the alloy is almost completely converted into austenite. Moreover, the local magnification picture discloses that there are quite a number of precipitate particles uniformly distributed on the matrix throughout the whole crystalline grains. The matrix and the precipitate particles are identified to be the austenitic phase β 1 and the aluminum-rich γ 2 phase by the XRD patterns as shown in Fig. 5.[14] In addition, a peak corresponding to the martensite phase can also be observed. The precipitate particles as the pinning points can effectively restricit the sliding of interfaces, which results in a great decrease of room temperature damping capacity in the austenitic condition as those in Refs. [5] and [6]
 | Fig. 4. Optical micrographs of the alloy at different states: (a) as-cast, (b) aged at 150 ° C, (c) aged at 300 ° C, (d) local magnified microstructures showing precipitation particles for the selected square area in panel (c). |
It is generally recognized that the total 

The transient 


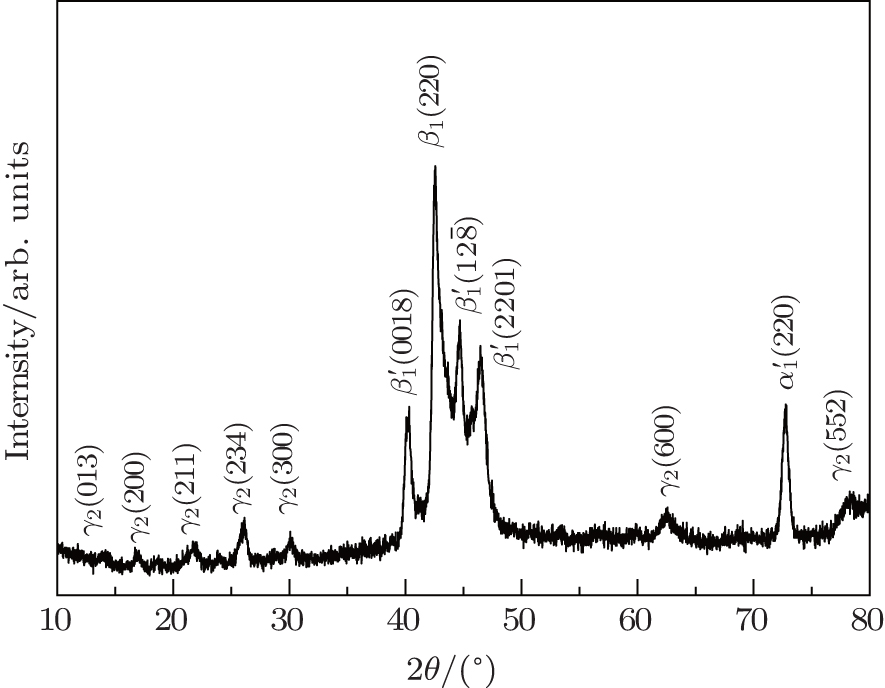 | Fig. 5. XRD patterns for the Cu– 20.4Al– 8.7Mn alloy after ageing at 300 ° C, showing the γ 2 peaks. |
It is well acknowledged that the high damping capacity of the SMA is attributed mainly to the interface motion between twin boundaries in the martensitic condition and thus the number of the interfaces plays a predominant role in determining the damping capacity: the more the interfaces, the higher the damping capaciy is.[4, 8] After isothermal ageing at the temperatures of 100 ° C– 150 ° C in Zone II, the intrinsic damping capacity of the martensite for the alloy greatly increases, owing to the much increased number of interfaces between twin boundaries. The interface makes a predominant contribution to the maximum damping capacity, and the results in Figs. 3 and Fig. 4(b) show that they are in good accordance. From another point of view, martensitic transformation can be induced by an applied external stress, which produces the preferentially oriented martensite variants and causes the formation of interfaces between martensites and austenites.[19, 20] During the measurement of IF, the motion of the interfaces can be activated under the cyclic stress and thus more energy dissipation is created.
Correlated to the evolution of microstructures, the effect of heat treatment on the damping capacity of Cu– 20.4Al– 8.7Mn (at.%) alloy at room temperature is investigated by the IF measurement in the present study. It is found that the alloy shows the maximum damping capacity in the coexistence condition of martensite and austenite. The condition can be achieved by isothermal ageing at 100 ° C– 150 ° C for the as-cast alloy. Three kinds of damping mechanisms are considered to explain the maximum damping capacity and we listed them as follows: (i) the greatly increased twin boundaries because of the thinning of martensitic plates together with the enhanced phase interfaces between martensite and austenite; (ii) martensitic transformation induced by applied cyclic external stress during IF measurement, leading to the oriented martensite variants and thus the motion of martensite– austenite interface; (iii) phase transformation itself arising from the existence of sub-microscopical nuclei of the martensitic phase due to the coexistence of a considerable number of martensitic and austenitic phases.
| 1 |
|
| 2 |
|
| 3 |
|
| 4 |
|
| 5 |
|
| 6 |
|
| 7 |
|
| 8 |
|
| 9 |
|
| 10 |
|
| 11 |
|
| 12 |
|
| 13 |
|
| 14 |
|
| 15 |
|
| 16 |
|
| 17 |
|
| 18 |
|
| 19 |
|
| 20 |
|