

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Fine-grained NdFeB magnets prepared by low temperature pre-sintering and subsequent hot pressing*
Cite this Article
Ju Jin-Yun, Tang Xu, Chen Ren-Jie, Wang Jin-Zhi, Yin Wen-Zong, Lee Don, Yan A-Ru. Fine-grained NdFeB magnets prepared by low temperature pre-sintering and subsequent hot pressing* . Chinese Physics B, 2014, 24(1): 017504 
Permissions
Fine-grained NdFeB magnets prepared by low temperature pre-sintering and subsequent hot pressing*
Corresponding author. E-mail: chenrj@nimte.ac.cn
Corresponding author. E-mail: aruyan@nimte.ac.cn
Project supported by the National Natural Science Foundation of China (Grant No. 51101167), the National Science and Technology Major Project, China (Grant No. 2012ZX02702006-005), the Local Cooperation Project of Chinese Academy of Sciences (Grant No. DBSH-2011-013), the Natural Science Foundation of Zhejiang Province, China (Grant No. LQ14E010007), and the Natural Science Foundation of Ningbo, China (Grant No. 2014A610161).
Abstract
Fine-grained Nd10.79Pr2.8Al0.4B7.72Fe78.29 magnets were prepared by low temperature pre-sintering and subsequent hot pressing. The grain size of the magnets is just about 1–3 μm because the low sintering temperature results in no grain growth. The orientation degree, microstructure, and magnetic properties were studied. Some grains’ easy axes deviate from the orientation direction, possibly due to grain rotation during the hot pressing. By subsequent annealing, the magnetic properties were significantly enhanced. Especially, the squareness of the demagnetization curve was improved greatly. The enhancement of coercivity by annealing can be explained by an improvement of both grain boundaries and magnetic isolation, which decouples the exchange interaction between neighboring grains.
Keyword:
75.50.Ww; 75.50.Vv; 75.60.Ej; NdFeB magnets; grain refinement; hot press; pre-sintering
1. Introduction
Neodymium– iron– boron permanent magnets (NdFeB PMs) have always attracted much attention since they were discovered in the 1980s due to their excellent performance. Although NdFeB magnets have the highest maximum energy product (BH)max, their relatively low coercivity makes them difficult to use in the traction motors of (hybrid) electric vehicles.[1] Partial substitution of Dy or Tb for Nd is an effective method to increase the coercivity by strengthening the magnetocrystalline anisotropy of the main phase. The expense of heavy rare earth (HRE) elements and their antiferromagnetic exchange-coupling with Fe and Nd limit the viability of HRE substitution. Refinement of the grain size is another effective approach to obtain a higher coercivity.[2– 5]. However, the coercivity of sintered NdFeB magnets deteriorates abruptly when the average grain size is less than 3 μ m, which is considered to be a result of the surface oxidation of the milled powder.[4] As for the traditional sintering technology, a high enough sintering temperature is necessary for the densification and high performance of magnets. Meanwhile, the average grain size increases to about 5 μ m or greater due to grain growth during sintering. A low sintering temperature (< 1000 ° C) should result in a fine grain size but also a porous microstructure and a poor magnetic performance. If porous sintered magnets with fine grain size can be densified by a technique, a high coercivity may be obtained. Hot pressing is an effective method to consolidate powder or a preformed powder compact, and to prepare a full-density magnet. Recently, some researchers reported the results of a study about making NdFeB magnets with fine grains by consolidating the hydrogenation-disproportionation-desorption-recombination (HDDR) powder using hot pressing or a spark plasma sintering technique.[6– 8] In this paper, we combine the hot pressing consolidation technique and a pre-sintering method with a low sintering temperature. The preparation process is studied, and the microstructures and the magnetic performance of the obtained NdFeB magnets are investigated and analyzed.
2. Experiment
The pre-sintered NdFeB magnets with a composition of Nd10.79Pr2.8Al0.4B7.72Fe78.29 were prepared by the conventional technology for sintering NdFeB magnets but with the sintering temperature at just 800 ° C. The fully dense magnets with fine-grain microstructure were obtained by subsequent hot pressing under a pressure of 500 MPa along the field alignment direction using a cylindrical die with a diameter of 13 mm at 850 ° C in a vacuum for 2 min. The as-hot-pressed magnets were successively annealed at 900 ° C and 500 ° C in a vacuum for 2 h each. The distribution of the jet milled powder size was measured by a laser diffraction particle size analyzer. The composition of the as-pressed sample was measured by an inductively coupled plasma spectrometer (ICP). The demagnetization curves and the magnetic properties were measured by a B– H tracer after full magnetization under a pulsed magnetic field of 7 T. The crystal alignment was investigated by X-ray diffraction (XRD) with Cu Kα radiation. The densities of the pre-sintered and the annealed magnets were determined by Archimedes’ principle. Scanning electron microscope (SEM) and backscatter electron (BSE) images of the magnets’ microstructures were obtained using a field-emission scanning electron microscope. The grain boundary microstructures of the as-hot-pressed and the annealed samples were studied by transmission electron microscopy (TEM) and high resolution transmission electron microscopy (HRTEM).
3. Results and discussion
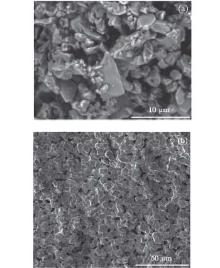
Figure 1(a) is an SEM micrograph of the jet milled powder used in this study to prepare the magnets. The particles show irregular shapes. Most particles range from 1 μ m to 3 μ m in size, although some smaller than 1 μ m or larger than 4 μ m can also be observed. Figure 1(b) shows the fractured surface in an SEM micrograph of the pre-sintered magnet with a sintering temperature of 800 ° C. The porous microstructure, with many visible holes, demonstrates that the NdFeB magnets cannot be densified in the low temperature sintering by the traditional powder metallurgy technology. At the same time, the size and shape of grains in the pre-sintered magnet remain similar to those of the particles shown in Fig. 1(a). It can be concluded that hardly any grain growth occurs during pre-sintering at a low temperature. By subsequently using hot pressing, it is found that the porous microstructure of the pre-sintering magnet is effectively densified. The density increases to greater than 7.5 g/cm3 from less than 6.9 g/cm3 of the pre-sintered magnet, which means that the porous pre-sintered magnets can be fully densified through a hot pressing process.
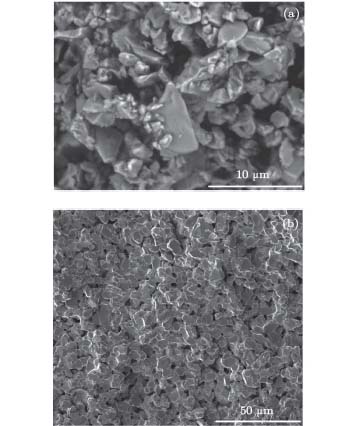 | Fig. 1. SEM micrographs of (a) jet milled powder used in this study and (b) fractured surface of the pre-sintered magnet with sintering temperature 800 ° C. |
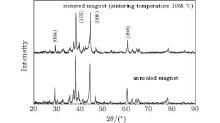
In order to study the effects of hot pressing on the orientation of the grains, the XRD pattern of the annealed magnet was measured and is shown in Fig. 2. From the XRD pattern, one can find that the magnet shows a strong anisotropy. However, the relative intensity of the (105) peak is stronger than that of the (006) peak, unlike the sintered magnets prepared from the same compacts with a sintering temperature of 1055 ° C (for comparison, its XRD pattern is given in Fig. 2 as well). This demonstrates that some grains’ easy axes deviate from the orientation direction, which may result from the grain rotation under the high pressure and must result in a reduction of the remanence Br. Finding methods to avoid the deterioration of the orientation degree of magnets in the hot pressing process and then to increase the magnetic properties will require further study of the preparation technology.
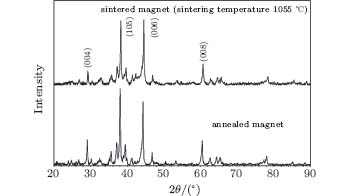 | Fig. 2. XRD patterns of the annealed magnet and the conventional sintered magnet. |
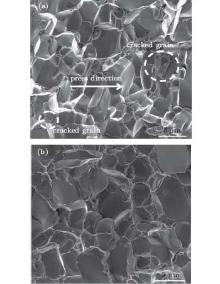
Figure 3(a) shows the fractured surface in an SEM micrograph of the annealed magnet, and the pressure direction is parallel to the orientation direction as indicated by the white arrow. As a comparison, the SEM micrograph in Fig. 3(b) shows the fractured surface of the sintered magnet prepared from the same jet milled powder at a sintering temperature of 1055 ° C. As shown in Fig. 3(b), a relatively uniform microstructure is obtained by the conventional sintering technology, and the average grain size is about 5 μ m, similar to that of the commercial NdFeB sintered magnets. As for the conventional sintering technology, a high enough sintering temperature (> 1040 ° C) is necessary to obtain a full density, and the grains generally grow with the grain size visibly increasing. However, in the annealed magnet, the shape and size of the grains are both inhomogeneous, as shown in Fig. 3(a), which is totally different from those of a conventional sintered magnet. The size of most grains is just about 1– 3 μ m, similar to the jet milled powder (with the average particle size D32 ~ 2.9 μ m), as shown in Fig. 1(a). Obviously, there is no significant grain growth in the low temperature sintering and subsequent hot pressing processes, i.e., the fully densified NdFeB magnets can be obtained by low temperature sintering and subsequent hot pressing without significant grain growth. White RE-rich (RE: rare earth) phase strips with thickness less than 1 μ m can be observed at the gaps between neighboring grains. This phenomenon possibly results from the behavior of liquid phase flow under the high pressure and high temperature. Moreover, some grains have cracked (marked by white circles in Fig. 3(a)), possibly due to the high pressure of hot pressing.
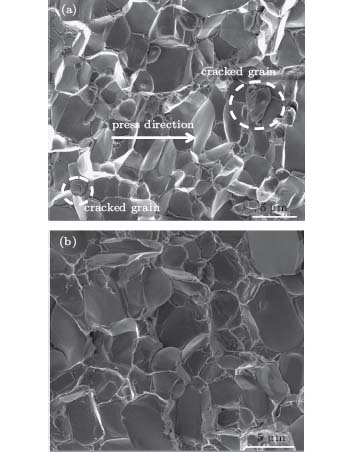 | Fig. 3. SEM micrographs of fractured surfaces of (a) the annealed magnet and (b) the conventional sintered magnet. |
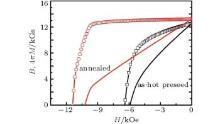
The demagnetization curves of the as-hot-pressed and the annealed magnets at room temperature are shown in Fig. 4, and their magnetic properties are given in Table 1. It can be found that both remanence Br and coercivity Hci are increased remarkably by annealing. Especially, the squareness of the demagnetization curve is improved greatly. The magnetic properties of the annealed magnet are: Br = 13.22 kGs, Hci = 11.4 kOe, and (BH)max = 42.3 MGOe. The BSE SEM images of the surfaces that are perpendicular to the pressure direction or orientation of the as-hot-pressed and the annealed magnets are shown in Figs. 5(a) and 5(b), respectively. In Fig. 5, the RE-rich phase grains and layers are observed with a bright contrast and the Nd2Fe14B main phase grains with a dark contrast. The microstructure difference between the two magnets can be clearly observed. In the as-hot-pressed magnet, the RE-rich phase distribution is not very uniform and the RE-rich phase interlayer between the main-phase grains is not defined very well. However, the annealed magnet shows a homogeneous distribution of RE-rich phase grains at the triple junctions, and the continuous and clean RE-rich phase interlayer forms an interconnected network structure.
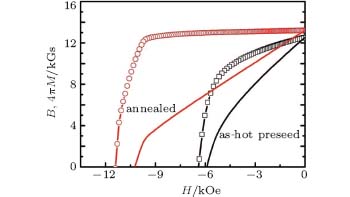 | Fig. 4. Demagnetization curves of the as-hot pressed and the annealed magnets at room temperature. |
| Table 1. Magnetic properties of the as-hot pressed and the annealed magnets at room temperature. |
 | Fig. 5. BSE SEM images of the surfaces (perpendicular to the pressure direction or orientation of magnets) of (a) the as-hot pressed magnet and (b) the annealed magnet. |
As for the conventional sintered NdFeB magnets, it is well known that the magnetic properties, especially the coercivity, are strongly dependent on the microstructure of the RE-rich grain boundary phase. A continuous and thin RE-rich layer at the grain boundary is formed by post-sinter annealing and considered to be the key to improving the coercivity.[3, 9, 10] The grain sizes in this study are mostly 1– 3 μ m, much larger than those of the single-domain grains. The nucleation mechanism can be considered as the primary explanation to the coercivity mechanism in the as-hot-pressed and the annealed magnets. In this work, the RE-rich phase should not be uniformly distributed in the as-hot-pressed magnets due to the differences of size and shape among grains. The melting RE-rich phase prefers to locate in the gaps of irregular grains in the hot pressing process, rather than forming into the interlayer between neighboring grains, as happens in the conventional sintered magnets. This anticipation is demonstrated by the white RE-rich strips in Fig. 5(a). As shown in Fig. 5(b), the annealing contributes to the homogeneous distribution of an RE-rich phase and the formation of RE-rich interlayers between the main-phase grains, which is similar to the effect of annealing on the conventional sintered NdFeB magnets. Then the exchange interaction between neighboring grains should be effectively decoupled because of the magnetic isolation by the thickened RE-rich-phase layers. Furthermore, the cracked grains shown in Fig. 3(a) would result in new grain boundaries without grain boundary phases and large numbers of crystal lattice defects. Nucleation of reversed domains will easily occur in these grain boundaries and crystal lattice defects because of the absence of the RE-rich phase, which will give rise to demagnetization of the whole magnet. With these factors in mind, an enhancement of coercivity and an optimization of demagnetization curve squareness for the annealed magnets can be obtained.
In order to further confirm the improvement of the microstructure by the annealing process, the grain boundary was observed by HRTEM, as shown in Fig. 6. One can find that the adjacent grains contact each other directly for the as-hot-pressed magnet, as shown in Fig. 6(a). This deficiency of the Nd-rich grain boundary phase will result in magnetic coupling between neighboring grains and a decreased coercivity. In the annealing process, the Nd-rich phase concentrated in the triangle grain boundary should diffuse along the grain boundary and form a thin nonmagnetic layer between the neighboring grains, as shown in Fig. 6(b). The phenomena in Figs. 6(a) and 6(b) can also be seen in Figs. 5(a) and 5(b). It can be imaged that the magnetization reversal will become more coherent. Therefore, the coercivity and the squareness of the demagnetization curve are improved remarkably. Nevertheless, grain boundaries without the Nd-rich phase can still be found in the annealed magnet, which should be the reason that the coercivity is not improved further. In addition, from the microstructure images shown in Figs. 3 and 5, one can find that the grain size and shape in the samples are not very uniform compared to those of the traditional sintered NdFeB magnets. Considering that refinement and regular shape of the grains are beneficial to high coercivity, [11] further increasing of the coercivity should be expected if one optimizes the size distribution and the shape of the jet milled powder, consequently improving the microstructure of the final magnets.
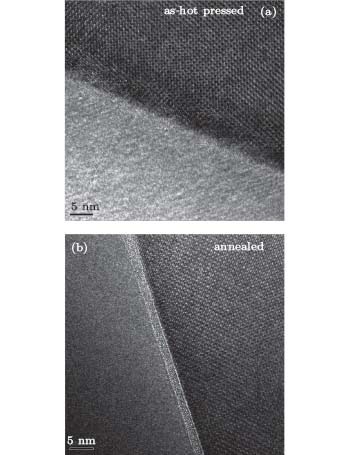 | Fig. 6. HRTEM images of the grain boundary of (a) the as-hot pressed magnet and (b) the annealed magnet. |
4. Conclusion
Fine-grained Nd10.79Pr2.8Al0.4B7.72Fe78.29 magnets were prepared by pre-sintering at low temperature and subsequently hot pressing. A porous microstructure without grain growth was obtained by using the low temperature sintering, and the subsequent hot pressing fully densified the magnet. Then by annealing, the distribution of the RE-rich phase became uniform, and continuous, clean RE-rich interlayers between the main-phase grains were formed in the magnet. The RE-rich layers between grains are beneficial for magnetic isolation that decouples the intergranular exchange interaction. Due to the optimization of the intergranular phases by the annealing process, the magnetization reversal became more coherent. As a result, significant improvement of magnetic properties and squareness of the demagnetization curve was obtained after annealing the as-hot-pressed magnets.
Reference
| 1 |
|
| 2 |
|
| 3 |
|
| 4 |
|
| 5 |
|
| 6 |
|
| 7 |
|
| 8 |
|
| 9 |
|
| 10 |
|
| 11 |
|