







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Key technologies for dual high-k and dual metal gate integration*
Project supported by the National High Technology Research and Development Program of China (Grant No. 2015AA010601).
|
|

Project supported by the National High Technology Research and Development Program of China (Grant No. 2015AA010601).

Project supported by the National High Technology Research and Development Program of China (Grant No. 2015AA010601).
† Corresponding author. E-mail:
Project supported by the National High Technology Research and Development Program of China (Grant No. 2015AA010601).
The key technologies for the dual high-k and dual metal gate, such as the electrical optimization of metal insert poly-Si stack structure, the separating of high-k and metal gate of n/pMOS in different regions of the wafer, and the synchronous etching of n/pMOS gate stack, are successfully developed. First, reasonable flat-band voltage and equivalent oxide thickness of pMOS MIPS structure are obtained by further optimizing the HfSiAlON dielectric through incorporating more Al–O dipole at interface between HfSiAlON and bottom SiOx. Then, the separating of high-k and metal gate for n/pMOS is achieved by SC1 (NH4OH:H2O2:H2O = 1 :1 : 5) and DHF-based solution for the selective removing of nMOS TaN and HfSiON and by BCl3-based plasma and DHF-based solution for the selective removing of pMOS TaN/Mo and HfSiAlON. After that, the synchronous etching of n/pMOS gate stack is developed by utilizing optimized BCl3/SF6/O2/Ar plasma to obtain a vertical profile for TaN and TaN/Mo and by utilizing BCl3/Ar plasma combined with DHF-based solution to achieve high selectivity to Si substrate. Finally, good electrical characteristics of CMOS devices, obtained by utilizing these new developed technologies, further confirm that they are practicable technologies for DHDMG integration.
Over more than the last ten years, there have been lots of studies of high-k/metal gate technologies, such as the suitable threshold voltage (Vt) control and process integration.[1–3] For example, a suitable Vt under gate-first process can be achieved by engineering the work function through the introduction of a lanthanide based element (e.g., Yb, La, Gd, or Er) into metal gate.[4–8] or the implementation of a thin capping layer below or above the Hf-based dielectric.[9,10] Moreover, among a variety of high-k/metal gate integration strategies, the dual high-k and dual metal gate (DHDMG) method is a practical scheme to achieve a reasonable Vt by optimizing the high-k and metal gate process for n/pMOS separately.[11] Although our previous studies of nMOS TaN/HfSiON and pMOS MoAlN/HfSiAlON gate stack under gate-last process could achieve a suitable Vt,[12,13] their metal insert poly-Si stack (MIPS) structures of DHDMG integration still need further verification, especially for pMOS due to its Mo thickness reduction and adding TaN barrier layer to avoid reacting poly-Si with Mo metal gate. In addition, excluding Vt control, forming two different high-k/metal gate stacks, including the separating of high-k and metal gate of n/pMOS in different regions of the wafer and the synchronous etching of n/pMOS MIPS structure, is also a challenge. Some studies have already been performed on dual metal gate integration[14] and MIPS structure etching,[15] but to our knowledge, the separating of TaN/HfSiON (nMOS) and TaN/Mo/HfSiAlON (pMOS) MIPS structure and the dry etching of two different thickness and composition gate-stacks at the same time have not been explored before.
In this research, electrical optimization of n/pMOS MIPS structure is first demonstrated. Then, the separating of high-k and metal gate of n/pMOS in different regions of the wafer and the synchronous etching of n/pMOS gate stack for DHDMG integration process are presented. Finally, good CMOS device electrical characteristics, such as excellent drive currents, symmetric Vt values, and good short channel effect (SCE) control, are obtained by utilizing these new developed technologies.
CMOS process flow chart under DHDMG process with MIPS structure is shown in Fig.
 | Fig. 1. (color online) Process flow of CMOS device with DHDMG process. |
In this part, the development of key technologies, such as the electrical optimization of n/pMOS MIPS structure, the separating of high-k and metal gate of n/pMOS, and the synchronous etching of n/pMOS gate stack, for DHDMG integration process and the electrical evaluation of CMOS device will be discussed in detail.
The first challenge of DHDMG integration is to control the effective workfunction (EWF) of a MIPS structure after high temperature processing, so n/pMOS MIPS structure capacitors under similar DHDMG process and the same thermal budget are checked and optimized first. For example, high-k post deposition annealing (PDA, 900 °C, 30 s) and S/D activation annealing (1000 °C, 5 s) are used for nMOS TaN/HfSiON MIPS structure capacitor to simulate a real process of nMOS device. Comparing with that of optimized pure TaN/HfSiON stack, the flat-band voltages (Vfb) of 140 Å and 300 Å TaN MIPS structures only increase by 0.05 V and 0.1 V, respectively, and neither of their equivalent oxide thickness (EOT) has obvious improvement, as shown in Fig.
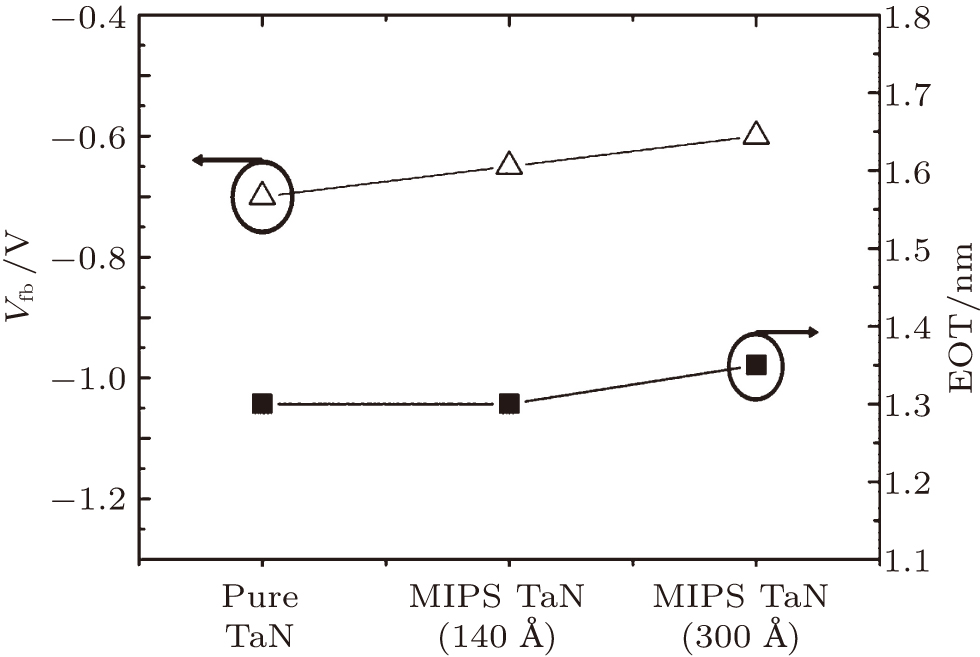 | Fig. 2. Vfb and EOT of nMOS TaN/HfSiON and its MIPS structure capacitors. |
Figure
 | Fig. 3. Vfb and EOT of pMOS Mo/HfSiAlON and its MIPS structure capacitors. |
The next challenge of DHDMG process is to form two different metal/high-k stacks for n/pMOS in different regions of the wafer. Our proposed strategy is that the nMOS gate stack is selectively removed from the PMOS region by wet etching first and then the pMOS gate stack is selectively removed by dry etching combined with the wet etching method.
Figure
 | Fig. 4. Separating of high-k and metal gate for n/pMOS. (a) TaN/Mo/HfSiAlON deposition after selectively removing TaN/HfSiON, (b) TaN/Mo/HfSiAlON selectively removing, (c) a-Si hardmask removing, and (d) Poly-Si capping. |
After fabricating the n/pMOS MIPS structure, the next challenge of DHDMG integration is to synchronously etch the n/pMOS gate stack with vertical profile and little Si loss. MIPS gate stack etching strategy and etching oxide HM and poly-Si layer could be found in our previous study.[18] In this work, we will focus on the synchronous etching of the metal gate/high-k in MIPS structure.
Based on previous study on the etching of an MIPS structure, the BCl3/Cl2/O2/Ar plasma is first investigated for synchronously etching the n/pMOS metal gates.[18] Although optimized BCl3/Cl2/O2/Ar plasma could achieve a vertical profile for nMOS TaN and pMOS TaN/Mo stack respectively, plasma etching conditions, such as top/bottom power and ratio of BCl3/Cl2 flow, are different. A tapered profile of TaN can be obtained if optimized TaN/Mo etching condition is used for synchronously etching TaN and TaN/Mo stacks as shown in Fig.
 | Fig. 5. (a) Tapered TaN and (b) vertical TaN/Mo profiles obtained under optimized BCl3/Cl2/O2/Ar plasma for TaN/Mo stack. |
Then, optimized BCl3/SF6/O2/Ar plasma, obtained not by simply replacing Cl2 with SF6, is finally developed to etch TaN and TaN/Mo simultaneously under the identical process condition since more isotropic SF6 could obtain more space to optimize top/bottom power and gas ratio in terms of vertical profile and high selectivity. In order to etch off n/pMOS gate stack simultaneously, 300 Å TaN is chosen as an nMOS MIPS structure for optimized pMOS notation F condition since TaN etching rate is twice that of Mo under optimized BCl3/SF6/O2/Ar plasma. Figure
 | Fig. 6. SEM image of (a) TaN and (b) TaN/Mo synchronously etched by optimized BCl3/SF6/O2/Ar plasma in MIPS structure for DHDMG process. |
In order to achieve a high selectivity to Si substrate, optimized BCl3/Ar plasma combined with following DHF/HCl/alcohol solution clean is employed to remove HfSiON and HfSiAlON dielectric after synchronously etching TaN and TaN/Mo. Figure
 | Fig. 7. Hf 4f XPS spectrum analysis under BCl3/Ar plasma only and BCl3/Ar plasma combined with following DHF/HCl/alcohol solution clean. |
The new developed key technologies for DHDMG integration are successfully used for fabricating the 40 nm gate length CMOS devices. The IDS–VDS and IDS–VGS characteristics of nMOS with 300 Å TaN MIPS structure and pMOS with notation F condition are shown in Figs.
 | Fig. 8. (a) IDS–VDS and (b) IDS–VGS curves of a CMOS device using these newly developed key technologies for DHDMG integration. |
In this work, key technologies, such as the electrical optimization of n/pMOS MIPS structure, the separating of high-k and metal gate for n/pMOS, and the synchronous etching of n/pMOS gate stack, are successfully developed. Moreover, good electrical characteristics of CMOS device obtained by utilizing these key technologies further prove that they are practical in DHDMG integration.
| [1] | |
| [2] | |
| [3] | |
| [4] | |
| [5] | |
| [6] | |
| [7] | |
| [8] | |
| [9] | |
| [10] | |
| [11] | |
| [12] | |
| [13] | |
| [14] | |
| [15] | |
| [16] | |
| [17] | |
| [18] |